

游动芯棒是冷拔管变形原理(deformation theory of cold drawing tube),关于冷拔管应力状态、变形过程、拔制力等的基本原理。冷拔管时的受力状态冷拔管的主要方式有无芯棒拔制、短芯棒拔制、长芯棒拉制和游动芯棒拔制等。
名词简介游动芯棒corerod
用于在压制方向在压坯或烧结体内成形轮廓面的模具的部件。
简介游动芯棒是冷拔管变形原理(deformation theory of cold drawing tube),关于冷拔管应力状态、变形过程、拔制力等的基本原理。冷拔管时的受力状态冷拔管的主要方式有无芯棒拔制、短芯棒拔制、长芯棒拉制和游动芯棒拔制等。1
基本条件游动芯棒 实现稳定拔制的基本条件是:游动芯棒的锥角必须小于或等于外模的锥角,即α1≤α。
实现稳定拔制的基本条件是:游动芯棒的锥角必须小于或等于外模的锥角,即α1≤α。
不符合此条件,在拔制开始时芯棒上建立不起足够的推力,芯棒将顺着拔制方向移动并在外模入口锥挤压管材而造成拔断。即使不发生断管,在拔制过程中,由于轴向力的变化,芯棒往复移动会将管材内表面挤出明显的环状纹。当外模锥角“a=11°~15°时,可取“a1=9~13度。
拔制原理游动芯棒拔管时的变形过程如改变短芯棒的设计,使芯棒由前圆柱段I、圆锥段Ⅱ和后圆柱段Ⅲ组成(图6)且将各主要参数设计恰当,则拔制过程中作用在芯棒上的各轴向力会自相平衡,虽不用拉杆作轴向固定,芯棒能稳定地保持在变形区的一定位置,这种芯棒叫游动芯棒,拔制过程叫游动芯棒拔管。游动芯棒拔制时拔制力较小,道次变形量大,可带芯棒拔制小口径管和长管(卷筒拔制)。
实现稳定拔制的条件,游动芯棒拔制时芯棒能否自行稳定地处于变形区中,取决于作用在芯棒上的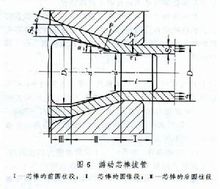 轴向力是否平衡。当芯棒处于稳定位置时,设在它的前圆柱段和圆锥段上分别作用着单位正压力p1和p及单位摩擦力r1和r(图6),则必须满足下列力平衡方程:
轴向力是否平衡。当芯棒处于稳定位置时,设在它的前圆柱段和圆锥段上分别作用着单位正压力p1和p及单位摩擦力r1和r(图6),则必须满足下列力平衡方程:
游动芯棒 或式中a1为圆锥段芯棒母线的倾斜角;f2为芯棒与管材内表面之间的摩擦系数。
或式中a1为圆锥段芯棒母线的倾斜角;f2为芯棒与管材内表面之间的摩擦系数。
因∑p和∑τ,均大于零,所以在满足上述力平衡方程的条件(过程建立条件)是:此式为实现稳定拔制的第一个基本条件。式中β为摩擦角。如果不能满足上述条件,则芯棒将进入模孔过深造成拔断。2
本词条内容贡献者为:
李晓林 - 教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国