

平挤薄膜(flat film)是指一种利用挤塑法制造薄膜的成型方法。在挤塑机头部安装扁平模头(又称为T型模头),它具有一条直线缝口,通过缝口间隙,挤出的薄膜状熔融物料被引导至表面冷却的金属辊或冷却水中,冷却后卷绕即成。可用于制造聚乙烯、聚丙烯、聚氯乙烯、尼龙等多种薄膜。其优点是速度快、透明度好、厚度均匀。但比挤出吹塑膜设备投资稍高,不能制造管状薄膜。
简介为制造平挤薄膜,在挤出机上,塑料熔体流过的机头口模的开口形状是一条狭缝,称为狭缝机头,熔体通过狭缝形成一个长方形的截面的连续体,其截面的宽度远大于厚度。
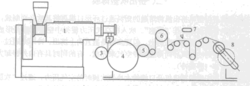
平挤薄膜是将熔体挤到骤冷的镀铬辊上制成的。从狭缝口离开的熔体向下或呈一定角度流延到冷却辊上去,沿切线方向接触辊子。辊子的表面非常光滑,使得制成的薄膜表面的光洁度也非常好。通常,在薄膜冷却到可以裁剪和卷绕以前,薄膜要通过一组呈S形分布的辊子,并至少要经过两个骤冷辊,第一个冷却辊的工作的温度值至少是40℃,用空气吹嘴进行冷却,这种方法生产的薄膜有较好的透明性和较高的韧度,并且生产量高,薄膜的尺寸主要取决于挤出速率和牵引速度。1
特点平挤薄膜时是一个或多个高度抛光并含有循环冷却液的辊快速冷却。平挤薄膜与同样材料吹塑制成的薄膜相比,具有更均匀的厚度和较高的黏性和透明度。另一不同之处是它们的分子取向.平挤薄膜在生产过程中沿机器方向(纵向)已进行了一定程度的拉伸,我们称为单轴取向,其纵向极限拉伸强度大干横向拉伸强度。因此,横向的拉伸蔓延撕裂性较强,这就减少了裹包、储存和运输中的破损。2
工艺步骤平挤薄膜可以通过“取向”或在一定条件下拉伸薄膜,使得一些分子在拉伸方向重新排列,当外力去除后这种排列仍将保持。取向能增加结晶度,改善阻隔性能,强化了拉伸方向的强度,同时弱化了未拉伸方向的强度。
如果平挤薄膜在沿挤出方向没有被明显地拉伸,则相对无取向性,这时在纵向和横向上均有相对平衡的力学性能。如果牵引速度明显地大于挤出速率,则此时薄膜被拉伸,且是单向取向。拉伸发生在最初接触的骤冷辊上,经常是在第一个骤冷辊之后,并且通常还包括薄膜在拉伸前再加热。如果薄膜也在横向做拉伸,则这时薄膜的拉伸是双向取向的。双向取向既可以用一个步骤完成,也可用两个连续的步骤。
如果在两个方向的取向是相等的,最终得到的薄膜在性能上是各向同性的;如果在一个方向的取向夸于另一个方向的取向,则薄膜在性能上是各向异性的。为了获得有效的取向,结晶聚合物必须在低于熔化温度下进行拉伸,但拉伸时应有足够的热量,使得分子可以运动。取向的温度越高更倾向于流动,而实际产生的取向更少。拉伸以后,薄膜将被冷却以提高其热稳定性,如果在理想状态,在拉伸的分子松弛以前通过冷却而得到取向的特在。3
本词条内容贡献者为:
张静 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国