

单微处理机数控装置以一个中央处理器(CPU)为核心,CPU通过总线与存储器以及各种接口相连结,采取集中控制,分时处理的工作方式,完成数控加工中各个任务。有的CNC装置虽然有两个以上的微处理机(如做浮点运算的协处理器,以及管理键盘的CPU等),但其中只有一个微处理器能控制总线,其它的CPU只是辅属的专用智能部件,不能控制总线,不能访问主存储器。它们组成主从结构,故被归类为单微处理机结构中。1
简介当前一些简单经济型数控系统和20世纪80年代中期以前生产的NC系统多采用单微处理机结构,随着制造技术的发展,在要求加工精度、生产率和自动化程度较高的今天,特别是柔性制造系统和计算机集成制造系统的发展,对数控系统提出了更复杂、更严格的要求,由此也促进了微处理机结构的发展。2
单微处理机结构只有一个微处理机,采用集中控制、分时方法处理数控的各个任务。有的CNC装置虽然有两个以上的微处理机,但其中只有一个微处理机能够控制系统总线,占有总线资源,而其他微处理机则为专用的智能部件,不能访问主存储器,它们组成主从结构,这类结构也属于单微处理机结构。
单微处理机结构的框图如图所示。从图中可看到,它主要由中央处理单元(CPU)、存储器、总线、外设、输入接口电路、输出接口电路等部分组成,这一点与普通计算机系统基本相同;不同的是,输出各坐标轴的数据信息,在位置控制环节中经过转换、放大后,需去推动机床工作台或刀架(负载)的运动;更为重要的是,由计算机输出位置信息后,运动部件应尽可能不滞后地到达指令要求的位置。3
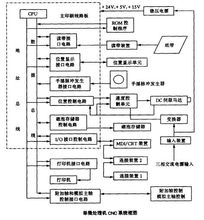
单微处理机硬件结构单微处理机硬件结构包括了微型计算机系统的基本结构:微处理器和总线、存储器和接口等。接口包括I/O接口、串行接口、MDI/RT接口,还包括数控技术中的控制单元部件接口电路以及其他选件接口等。
微处理器和总线微处理器(CPU)是CNC装置的核心,主要由运算器和控制器两部分组成。运算器包含算术逻辑运算、寄存器和堆栈等部件,对数据进行算术和逻辑运算。在运算过程中,运算器将运算结果存放在存储器中。通过对运算结果的判断,设置状态寄存器的相应状态。控制器从存储器中依次取出程序指令,经过译码,向CNC装置各部分按顺序发出执行操作的控制信号,使指令得以执行。同时接收执行部件发回来的反馈信息,决定下一步命令操作。目前CNC装置中常用的有8位、16位和32位微处理器。
总线可分为数据总线、地址总线和控制总线三组。数据总线为各部件之间传送数据,数据总线的位数和传送的数据宽度相等,采用双方向线。地址总线传送的是地址信号,与数据总线结合使用,以确定数据总线上传输的数据来源或目的地,采用单方向线。控制总线传输的是管理总线的某些控制信号,采用单方向线。
存储器存储器用于存放数据、参数和程序等。它包括只读存储器(ROM)和随机存储器(RAM)两类。系统控制程序存放在只读存储器(EPROM)中,即使系统断电控制程序也不会丢失。该程序只能被CPU读出,不能随机写人,必要时可用紫外线擦除EPROM,再重写监控程序。运算的中间结果、需显示的数据、运行中的状态、标志信息等存放在随机存储器(RAM)中,它可以随时读出和写入,断电后信息消失。加工的零件程序、机床参数等存放在有后备电池的CMOS RAM或磁泡存储器中,这些信息能被随机读出,还可以根据操作需要写入和修改,断电后信息仍保留。
I/O接口CNC装置和机床之间的信号一般不直接连接,需要通过输入和输出I/O接口电路连接。接口电路的主要作用有两个:一是进行必要的电气隔离,防止干扰信号引起误动作。主要用光电耦合器或继电器将CNC装置和机床之间的信号在电气上加以隔离。二是进行电平转换和功率放大。一般CNC装置的信号是TIL电平,而机床控制的信号通常不是TIL电平,负载较大,需进行必要的信号电平转换和功率放大。
MDl/CRT接口MDI手动数据输入通过数控面板上的键盘操作。当扫描到有键按下时,将数据传人移位寄存器,经数据处理判别该键的属性及其有效性,并进行相关的监控处理。CRT接口在CNC装置软件的控制下,在单色或彩色CRT上实现字符和图形显示,对数控代码程序、参数、各种补偿数据、零件图形和动态刀具轨迹等进行实时显示。
位置控制模块CNC装置中的位置控制单元又称为位置控制模块。位置控制模块的主要功能是对数控机床的进给运动坐标轴的位置进行控制。进给坐标轴的位置控制硬件一般采用大规模专用集成电路位置控制芯片和位置控制模板。
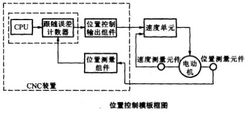
下图为采用位置控制模板的CNC装置结构框图。位置控制功能由软件和硬件共同实现,软件负责跟随误差和进给速度指令数值的计算。硬件由位置控制输出模板和位置测量模板组成,接收进给指令进行D/A变换,为速度单元提供指令电压;同时位置反馈信号被处理,去跟随误差计数器与指令值进行比较。
可编程控制器可编程控制器(PLC)的功能是代替传统机床的继电器逻辑控制来实现各种开关量的控制。数控机床中使用PIE可以分为两类:一类是“内装型”PLC,它是为实现机床的顺序控制而专门设计制造的。另一类是“独立型”PLC,它是在技术规范、功能和参数上均可满足数控机床要求的独立部件。数控机床上的PLC多采用内装式,因此,PLC已成为CNC装置的一个部件。4
特点单微处理机硬件结构的CNC装置具有如下特点:
①CNC装置内只有一个微处理器,对存储、插补计算、输入输出控制、CRT显示等功能实现集中控制分时处理;
②微处理器通过总线与存储器、输入输出控制等接口电路相连,构成CNC装置;
③结构简单,容易实现。4
本词条内容贡献者为:
李岳阳 - 副教授 - 江南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国