

电解钝化(electrolysis passivation)是指电化学钝化。一种阳极金属的电化学溶解陡然大幅度减缓乃至几乎不溶的现象。和化学钝化一样,电化学钝化也是由于金属表面形成了一层难溶的致密、牢固的氧化物或别的化合物薄膜,隔开了金属和溶液的接触(成相理论),或者吸附上了一层氧或含氧粒子,使金属表面的反应能力大大降低所致。
简介电解钝化(electrolysis passivation)是指电化学钝化。一种阳极金属的电化学溶解陡然大幅度减缓乃至几乎不溶的现象。和化学钝化一样,电化学钝化也是由于金属表面形成了一层难溶的致密、牢固的氧化物或别的化合物薄膜,隔开了金属和溶液的接触(成相理论),或者吸附上了一层氧或含氧粒子,使金属表面的反应能力大大降低所致1。
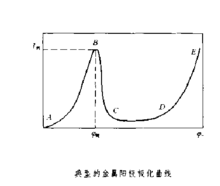
钝化曲线各种金属电化学钝化的难易,可以通过测定其钝化曲线即阳极极化曲线来确定。图示为恒电位法稳态侧定的典型的金属阳极极化曲线。曲线的AB段表明,电流(金属的电化溶解速度)随极化电位的提高而增大,金属正常电化溶解。当极化电位提高超过B点时,电流反而陡降至C点,这说明金属已发生钝化。在CD段里,金属始终处于比较稳定的钝态,电流实际上不随极化电位改变,称其为限溶解电流,极化电位提高过D点以后。电流又重新增大.这可能是阳极金属的电化溶解速度重新增大(如出现钝化膜在高极化电位下氧化成可溶性高价离子的所谓“超钝化现象”),或者发生了别的电极过程(如氧化析出)。非惰性不溶阳极就属于后一种情况。相当于B点的极化电位称为临界钝化电位。与之对应的电流(电流密度)称为临界钝化电流(电流密度)2。
保持阳极钝态临界钝化电位愈低的金属。愈易钝化。在电化冶金中,阳极金属的钝化对于可溶阳极电解精炼以及电镀、化学电源十分有害,它使槽电压升高和电耗增大的同时,严重阻碍待精炼金属的溶解,极端情况下甚至会停止溶解而变为析出氧气。采取选择适当的电流密度、搅拌和加热溶液,调整溶液pH,通入还原性气体,添加去钝化剂(如Cl-离子),使阴极极化(如周期反向电解、脉冲电解、等措施,均可减轻乃至完全消除电解钝化现象。而在不溶阳极的金属电解提取或金属防腐的情况下,则需利用阳极钝化现象来延长不溶阳极的寿命和确保阴极沉积金属的质量,或阻止受保护的金属被腐蚀。往阳极金属掺入易钝化的合金元素(如铁中掺入镍、铬、铅中掺入银、钙)、除去溶液中的去钝化剂(特别是Cl-离子),避免阳极表面的机械损伤等,都是保持阳极钝态的有效办法3。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国