

硫化状态( state of cure)也被称作硫化程度,是指胶料在特定的温度和时间条件下,橡胶大分子之间所达到的交联程度。凡已添加了硫化体系的橡胶,始终处于进行状态的硫化过程之中。 无论从技术或工艺的角度,我们都希望能抓住最理想的硫化状态(正硫化)。如果低于这个理 想状态,意味着欠硫,各项性能因未达到充分交联而偏低;反之,如果超越了理想交联状态(即过硫),则会导致过度交联,某些性能又会从最 高点下降,这意味着硫化错过了最佳时机。1
简介在天然橡胶硫化中,橡胶分子的断链超过了交联, 导致各项物理性能下降,这样,不仅对性能不 利,而且还多消耗能源。合成橡胶过硫,虽然不 会使断链加剧,但会出现无节制的继续交联,导致弹性受损。总的来说,必须恰如其分地掌握 好最佳的硫化状态。 过去,配方设计人员尽管明白掌握最佳硫化状态的重要性,但苦于没有合适的方法和手段来确定,只能定出几个时间点,测定每个时间点上的某项性能(通常是定伸应力,因为它直接 反映交联密度),然后,把各个点连接成曲线,从 中找出最高(佳)点所对应的硫化时间。这个方法当然符合硫化原理,但定点不能太多,以避免 费时耗工;定得太少,又怕准确性不够。
自从硫化仪出现后,大大简化了硫化曲线 绘制选点、计算和点绘的工作量。因为,每批胶 料都有特定的硫化曲线,而且曲线上的每一点 都代表相对应的性能值。曲线本身就是硫化仪转矩的轨迹,是连续的,而不是靠区区几个孤立 点来连接,其准确性也是无可置疑的。曲线不仅如实地呈现了整个硫化过程的走向,而且能 一目了然地找到正硫化点的位置。 所以,通过使用硫化仪,可连续、动态地提 供胶料硫化状态的全貌,这对确定生产工艺条件具有重要意义。1
硫化方法按硫化条件可分为冷硫化、室温硫化和热硫化三类。冷硫化可用于薄膜制品的硫化,制品在含有2%~5%氯化硫的二硫化碳溶液中浸渍,然后洗净、干燥即可。室温硫化时,硫化过程在室温和常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等。热硫化是橡胶制品硫化的主要方法。根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化和混气硫化三种方法。①直接硫化,将制品直接置入热水或蒸汽介质中硫化。②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等。③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化。此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长和易老化的缺点。
上述硫化方法均属于间歇生产,有些长度不限的橡胶制品可以连续硫化,如压出制品的盐浴硫化、沸腾床硫化、微波或高频硫化、胶带及胶板的鼓式硫化机硫化等。除硫磺硫化外,橡胶制品还可采用无硫硫化、高能射线硫化等,但其应用面均有限。
硫化过程研究硫化的过程对于研究硫化配合剂和正确掌握配合技术极有裨益。说明硫化过程最简便的方法一般是利用各种硫化仪作出硫化曲线。
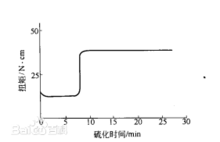
硫化曲线可将硫化反应过程分为诱导期(或称焦烧时间)、硫化反应期和过硫化期三个阶段。
诱导期诱导期是指正式硫化开始前的时间。即胶料放入模腔内随着温度的上升开始变软,黏度下降,而后达到一个最低值。由于继续受热,胶料将开始硫化。从胶料放人模腔内至出现轻度硫化整个过程所需要的时间称为诱导期,通常称为焦烧时问。这段时问的长短是衡量胶料在硫化前的各加工过程,如混炼、压延、压出或注射等过程中,受热的作用发生早期硫化(即焦烧)难易的尺度,该时间越长,越不容易发生焦烧,胶料的操作安全性越好。
硫化反应期硫化反应期是指正式硫化进行的过程,在此阶段特性随硫化时间而上升,以致达到正硫化。这段时间的长短是衡量硫化速率快慢的尺度,从理论上说该时间越短越好。
过硫化期过硫化期是指达到正硫化后,如果继续硫化,硫化胶物性反而下降的过程。过硫化时,有的硫化胶变硬,有的则变软,后者通常称为硫化还原。从达到硫化到出现过硫化所经过的时间称为平坦硫化时间,在这段时间里硫化胶仍然保持良好的物性。平坦硫化时间越长,过硫化的危险性愈小,即硫化操作愈安全。
理想的硫化过程应如下图所示,诱导期或焦烧时间较长,硫化速率快,平坦硫化时间较长。要实现理想的硫化过程,除选择最佳的硫化条件外,硫化配合剂的选择,特别是促进剂的选择具有决定性的意义。2
本词条内容贡献者为:
李勇 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国