

连续铸钢介绍
水平连铸是钢水由水平方向注入水平放置的结晶器内,铸坯凝固过程和在铸机内运动直至到达冷床均呈水平状态的连续铸钢类型。水平连铸机的各个工艺设备(中间罐、结晶器、铸坯导向和二次冷却装置、拉坯机、输送辊道,切割设备等)均沿车间地坪呈水平状态布置在一条直线上。由于结晶器是水平放置,钢水不能像立式连铸或弧型连铸那样从上往下注入,所以中间罐与结晶器紧密地连接在一起,中间安有闸板,开始浇钢时,闸板关闭,待中间罐接受钢包注入的钢水到达一定高度(超过结晶器断面高度),才开始打开闸板让钢水流进结晶器,结晶器尾部有引锭杆将出口封住,待结晶器内充满钢水后,启动拉坯机将初凝铸坯拉出。结晶器进口端安有分离环,造成钢液与凝固初生坯壳的人工分离面。一般结晶器由两段组成,第一段(与中间罐相连)是铍青铜管外通冷却水、第二段内壁是高纯石墨材料,外部是间接水冷。随后的二次冷却段大都是空气自然冷却(因为结晶器很长),大断面铸坯也可用喷雾水冷。
水平连铸的拉坯方式是专门设计的“拉、停、推”动作,称为拉坯曲线。拉坯机有双辊或四辊夹持、用液压伺服电机或力矩马达驱动,也可用夹钳方式由液压传动实现拉坯曲线的动作。铸坯拉出,待完全凝固经剪切成定尺后由辊道输送至冷床。2
拉坯曲线类型及特性水平连铸过程拉坯机按间歇拉坯方式驱动铸坯运动的速度与时间的关系(速度—时间曲线)。这是一种间歇运动方式,由几个动作组合:“拉”、“停”、“推”或“拉”、“停”或“拉”、“推”,往复循环。常用的组合方式有:拉—停;拉—推;拉—停—推;拉—推—停;拉—停—推—停;以及拉—停—推—停—推—停;间歇拉坯的每个周期内,铸坯都要做变速乃至变向运动,以实现上述任何一种方式的间歇拉坯。因此需要有符合工艺要求并为拉坯驱动机构能实现的拉坯曲线。
根据曲线函数形式,有:(1)线性函数型。这类曲线,由不同斜率的直线段拼接而成。(见图1)(2)准正弦曲线型。

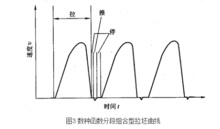
拉坯曲线由一条正弦曲线的正半周和另一条参变量不同的正弦曲线的负半周组成。(见图2)(3)数种函数组合型。曲线由两种或多种函数的线段拼接而成。(见图3)这种曲线可以根据需要在一个拉坯周期内的不同时间区段配合使用适当的函数形式的线段。(4)任意函数型。在计算机显示屏上用光笔随操作者之意临场绘制,输入内存便可付之拉坯。

拉坯曲线是水平连铸工艺特殊性所要求的,执行正确的拉坯曲线可使铸坯顺利拉出,并可避免铸坯缺陷和漏钢。由于拉坯执行机构中传动间隙的干扰和铸坯对拉坯辊的打滑,会使控制机构发出的曲线与铸坯运动的速度—时间曲线不相吻合,这往往会影响拉坯过程的安定性和铸坯的质量。因此使铸坯的运动合乎设定的速度—时间曲线,是过程控制的目标。采用无间隙传动机构,可以杜绝传动间隙的干扰,用夹钳式拉坯机取代夹辊式拉坯机,可以避免铸坯打滑。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国