

结构性能
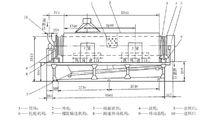 旋转窑式干燥器的结构如图所示。水平安装的长圆筒体壁上开有许多小孔,筒体内壁沿圆周等距离地装有许多抄板(三角形),抄板端部从入口侧向出口侧倾斜。抄板上也开有许多小孔。筒体上装有2个滚轮,分别由2个支承托轮支承。电机通过减速后由小齿轮驱动大齿轮带动筒体旋转。旋转筒体与物料进口端及出口端均设置密封结构。在旋转筒体外设有外壳。在外壳内沿着长度方向设有隔板。它将干燥器隔成几个独立的加热室,每个室有热风进、出口。并在转筒体与外壳间设有动密封,防止热风未进筒体料层而短路。在外壳下安装有细粉接收斗及螺旋输送器。
旋转窑式干燥器的结构如图所示。水平安装的长圆筒体壁上开有许多小孔,筒体内壁沿圆周等距离地装有许多抄板(三角形),抄板端部从入口侧向出口侧倾斜。抄板上也开有许多小孔。筒体上装有2个滚轮,分别由2个支承托轮支承。电机通过减速后由小齿轮驱动大齿轮带动筒体旋转。旋转筒体与物料进口端及出口端均设置密封结构。在旋转筒体外设有外壳。在外壳内沿着长度方向设有隔板。它将干燥器隔成几个独立的加热室,每个室有热风进、出口。并在转筒体与外壳间设有动密封,防止热风未进筒体料层而短路。在外壳下安装有细粉接收斗及螺旋输送器。
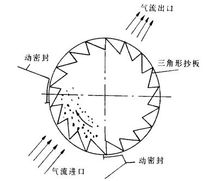 由于热风仅从滞留有物料层的部分抄板的下部吹入,如图所示。故从入口直至出口的热风全部由物料的侧下端四分之一处吹入筒体,装有动密封结构,热风就不会短路。因干燥器内物料借转动向前移动,接近活塞流,故停留时间分布很窄。当干燥时间需要延长时,它在干燥器内的停留时间可由出口调节挡板调节这时由连续出料变为间歇出料。尾风夹带的细粉颗粒由旋风分离器捕集后,由引风机排空。
由于热风仅从滞留有物料层的部分抄板的下部吹入,如图所示。故从入口直至出口的热风全部由物料的侧下端四分之一处吹入筒体,装有动密封结构,热风就不会短路。因干燥器内物料借转动向前移动,接近活塞流,故停留时间分布很窄。当干燥时间需要延长时,它在干燥器内的停留时间可由出口调节挡板调节这时由连续出料变为间歇出料。尾风夹带的细粉颗粒由旋风分离器捕集后,由引风机排空。
旋转筒体外壳沿长度方向被分成几个独立的箱形壳体。每个壳体内设置鼓风机、空气加热器、进气口及排气口。物体在第1室进行表面脱水以及部分内部水分的脱除,干燥后尾气的相对湿度较高,降温也较多,因此将尾气排弃。而第2室主要是脱除部分内部水分,进行第2阶段的干燥,总的蒸发量小。因此,尾风的温度较高,相对湿度也很低,将这部分尾气循环使用,作为第1室的进气。这样,尾气排弃的热损失比一般对流式干燥器要少得多。
干燥原理物料由进料口送入有一定倾斜度的旋转筒体内。加入的物料借筒体的旋转运动和抄板的上下翻动,一面在床层内 转动,一面向出口侧移动。热风通过筒壁上的小孔及抄板上的小孔穿过物料层。物料在运动过程中与热风成90°夹角充分直接接触,进行传热与传质,达到脱水干燥。由于物料随抄板升举而又落下,使物料的暴露面积很大,与热风接触面积又不断更新,热风进口至出口穿越的距离仅为筒体直径,使颗粒内部迁移到表面的湿分迅速汽化及时排出。因而干燥速度快,干燥均匀,容积传热系数可达1251~6255 kJ/(m3·h·K)。1
操作参数操作压力为了避免在旋转筒体与固定部分密封处漏出热风及粉尘而漏入空气,在筒体内控制为微负压。热风自下而上穿过物料层,其阻力损失随颗粒密度、粒径及形状而异,一般为100~600Pa。对于压力的调节,通常使鼓风机的操作条件不变,而由引风机入口处调节蝶阀来完成。
物料粒径物料为粒状、块状或片状,其粒径为2~30mm为最适宜。对于粒径小的粉状物料,由于空隙率小,不仅阻力大,通风不均匀,而且风速也不能取得较大。因此,较适合于不含大量粉尘的粗大颗粒。
物料进口含湿量只要物料呈粒状,具有固体的流动性,如果湿物料含有的水分为内部水分,加入时不会招致粘附与堵塞,那么 即使水分很高(如70%~75%湿基的聚丙烯酰胺)也能进行干燥。
物料出口含湿量物料在干燥器内的停留时间可通过转、抄板角度、设备长度及设备的水平安装角加以调节,干燥时间通常为10~40min。干燥时间还可调节出口堰高度,变连续出料为间歇出料,或在中间一定位置设置溢流堰延长干燥时间。如干燥4mm×4mm×4mm的塑料薄片,干燥时间为120min,干品含湿量可达到极低值为0.02%。
干燥温度旋转窑式干燥器的使用温度一般为100~300℃。
容积传热系数由于床层内物料不断地翻转使气固相间传热传质均匀,干燥效果极为有效。它的容积传热系数可达1252~6255 kJ/(h·K·m3)。而旋转窑式干燥器的容积传热系数最高为625.5~834 kJ/(h·K·m)。故对于相同物料和同等操作条件,穿流旋转窑式干燥器的容积比较小。
生产能力旋转窑式干燥器的生产能力G按下式计算:G = Vρφ/τ,式中V—干燥器容积;ρ—物料的堆积密度;φ—物料的存留量,一般为20%~25%;τ—干燥时间。
产品特点 (1)旋转窑式干燥器机械化程度高,生产能力较大;
(1)旋转窑式干燥器机械化程度高,生产能力较大;
(2)流体通过筒体阻力小,功耗低;
(3)对物料特性的适应性比较强;
(4)操作稳定、操作费用较低,产品干燥的均匀性好。1
提高干燥效果的措施 旋转窑式干燥器在使用的过程中,如果火力不够,会影响到干燥机的干燥效果,对于旋转窑式干燥器来说,解决好火力不足的问题在使用过程中更为重要:
旋转窑式干燥器在使用的过程中,如果火力不够,会影响到干燥机的干燥效果,对于旋转窑式干燥器来说,解决好火力不足的问题在使用过程中更为重要:
(1)干燥机内燃料的发热量变化,依次为干燥机的外燃料进行适当添加,若现用燃料的热值比原来的燃料燃烧产生的热量高,可以减少燃料增加量,反之则增大对煤泥干燥机设备燃料的添加量,保持煤泥干燥机内热量的均衡;
(2)针对干燥机的风闸进行合理控制,调整的通风量。当通风量过大时,要及时降低风闸,确保整个环节烧成带在正压环境中工作,必要时需要对坯垛底的进风量进行控制,减少后风,在降低风闸后对设备进行含水量低的干燃料添加,待干燥机设备内温度恢复正常后逐渐提升风闸,使前火发展,并向通风加速燃料的燃烧,提升内热量。当通风量过小时,要提高风闸高度,使烧成带前部在负压环境,后部在正压环境下进行物料煅烧。同时保持保温位置和冷却位置的进风量,以提高燃料的燃烧质量和热交换效率,消除干燥机内欠火现象。
(3)要对干燥机内温度进行检测根据温度的变化趋势对温度进行准确判断,并以此为依据对外燃料的添加量进行控制。保证外燃料添加按照多次少量的原则进行,避免过多或过少的燃料添加造成温升不达标准或者不完全燃烧的现象。2

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国