

概述、标准和市场
冷冻酸乳主要分为软质的、硬质的或穆斯三大类。这些产品的物理状态与冰淇淋类似,兼具酸乳强烈的酸味和冰淇淋冰凉的特点。此外,与酸乳相比,这些产品含有多量的糖及稳定剂和乳化剂,因为在凝冻过程中需要这些成分保持微细的气泡状结构。
Kosikowski(1977)就冷冻酸乳的进展和有关的技术数据曾作过详细论述,Mann(1977,1979)汇编了几篇有关冷冻酸乳的国际文摘;Lang(1979)及Rothwell(1993)也曾综述过这个领域的进展。在大多数国家,冷冻酸乳在其化学组成、最低的酸乳含量、凝冻前酸乳和冰淇淋混合料的热处理和销售时乳酸菌的数量方面没有统一的国家标准。然而,Westerbeek(1996)曾经指出,在荷兰,标准规定冷冻酸乳中的酸乳含量应≥70%,而pH应小于5,但在美国消费者喜欢pH高些的冷冻酸乳。很难得到各个国家在冷冻酸乳产量和市场方面的资料。但在美国,1993年的销售量约在5.5亿L,
生产工艺一般来说,不同类型的冷冻酸乳的生产过程是相似的,在20世纪80年代之前,Bradley和Winder(1977),Collins(1977),Chandan(1977),Mitten(1977),Grosser(1978),Morris(1979)及Speck和Hansen(1983)曾报道过冷冻酸乳的一些制法。基本上,其生产过程为,将冷的天然搅拌型酸乳与冷的果汁糖浆、稳定剂和乳化剂及糖混合(对穆斯酸乳生产,稳定剂、乳化剂和糖要趁热加入),然后在普通冰淇淋凝冻机内将混合料凝冻。酸乳与果汁糖浆混合料的化学组成和贮藏温度会最终影响这些冷冻酸乳产品的物理特性,表5-9列举了一些建议配方;酸乳与果汁糖浆的比例分别为65%~80%和20%~35%。
最近,McGill(1995)取得了一项包装专利,适合于调制和分发冷冻酸乳之类的冷冻产品。生产冷冻酸乳的其他方法还有:①原料乳不发酵;②原料乳直接或间接发酵。因此,这些产品可由酸乳或含有50:50的糖和酸乳的混合冰淇淋料制得,以使冷冻酸乳有89%~90%的膨胀率。同样,在某些情况下,可在冷冻前将加工过的原料乳或冰淇淋混合料接入浓缩发酵剂。图1表示了生产冷冻酸乳所需要的设备流程图。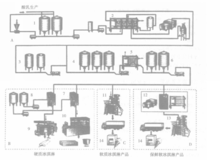
尽管已确定了很好的生产工序,但以下建议可有助于减少冷冻酸乳的缺陷:(1)除了生产穆斯酸乳外,要确保果汁糖浆经过巴氏杀菌,冷却后加入酸乳中;(2)酸乳与果汁糖浆应缓慢混合,因为强烈的搅拌可能会导致冷冻酸乳清凉口味的丧失;(3)在搅打和凝冻过程中用氮气代替空气可得到保质期较长的冷冻酸乳;(4)用乳糖水解过的乳清代替普通甜昧料(如糖和玉米糖浆);(5)无糖的穆斯酸乳不能在0℃以上贮藏,因为产品融化可能出现乳清析出和泡沫的部分坍塌。
Meyer(1989)对在美国销售的冷冻酸乳的成分做了全面详细的比较。混合料中的脂肪含量可影响冷冻酸乳的质量。Venkateshaiah等报道,脂肪含量为5g/100g的混合料生产出了最令人接受的酸乳,而在埃及主张用脂肪含量为10g/100g的混合料;膨胀率随着脂肪含量的增加而增加。因此,在混合料制备期间,将使用包括酸乳在内的许多配料,所以必须要正确计算脂肪和SNF含量以得到平衡的混合料。建议用代数方法汁算,尤其在考虑操作费用和最终产品的质量时。对制备冰淇淋混合料假设的例子,Hyde和Rothwell(1973)及Marshall和Arbuckle(1996)已报道过,这些例子同样适用于冷冻酸乳。
如别处所述,美国消费者喜欢pH高些的冷冻酸乳,而Gooda等认为,虽然pH低的混合料能提高冷冻酸乳的膨胀率,但产品经60天的贮藏后与同类在pH 5之下冷冻的产品相比,感观质量有所下降。原料乳中的非脂乳固体可通过不同的配料来调整,例如,大豆和脱脂乳或酪乳以50:50的比例制成的浓浆、UF乳和添加水解过的WPC、脱脂乳、SMP、酸乳、稀奶油或植物油和蔗糖或麦芽糊精和浓缩的农家乳酪乳清。
Salem等极力主张用10g/100g的脂肪和3%的发酵剂来生产冷冻酸乳。然而,嗜热链球菌和德氏乳杆菌保加利亚亚种在冷冻酸乳中的存活对于保持产品的医疗形象是非常重要的。Bielecka等报道,冷冻酸乳在一25℃下经过10个月贮藏后,发酵剂乳酸菌仍具活性;Stenby(1993)重申了使用专门菌种对冷冻酸乳的重要性。冷冻酸乳中发酵剂菌种的活性曾由许多学者研究过。乳酸菌数量的明显变化可能是由于:(1)基料未完全发酵;(2)基料在发酵后,冷冻前已经过热处理;(3)发酵剂菌种对冷冻敏感。然而,Mashayekh和Brown(1992)及Thompson和Mistry(1994)曾报道过在冷冻酸乳中β一半乳糖苷酶的活性有所降低(如大约降到70%),在极端情况下,非常低的活性将很难提高冷冻酸乳对乳糖消化不良者的治疗效果。不过,要提高冷冻酸乳中乳酸菌的存活数量,可用微胶囊化处理来实现。
Halambeck等报道,纯的EPS产生菌并不适用于生产冷冻酸乳,因为多糖物质会妨碍脂肪和酪蛋白的聚集。这个缺陷可通过非EPS和EPS发酵剂菌种的混合使用来克服。
消费者对调味冷冻酸乳的接受能力每个国家各不相同,用于冷冻酸乳的包装类型也是一样;有一些例子曾被报道过1。
冷冻酸乳的分类按产品是否进行杀菌分类冷冻酸乳有活菌型和杀菌型两种类型。活菌型酸乳的规格标准规定每1mL成品中含活菌1000万以上,大肠菌阴性。市售的成品一般为乳脂肪4%一6%,非脂乳固体11.5%。对于其风味、组织状态和耐冷冻性等要求较严。关于保藏,规定为一25℃冷库中可保藏1年,其中乳酸菌可保证80%的存活率。
按产品的质地分类冷冻酸乳按质地可分成软质和硬质两种类型。两种基料有些不同,典型的配方如图2所示。
冷冻酸乳的加工双歧杆菌冷冻酸加工技术1、概述
双歧杆菌是一类专性厌氧杆菌,要求的厌氧及营养条件较高,广泛存在于人及动物肠道中,母乳中含有双歧杆菌生长促进因子。双歧杆菌在母乳喂养的健康婴儿肠道中几乎以纯菌状态存在,双歧杆菌在肠道中的数量成为婴幼儿和成人健康状况的标志,反映了双歧杆菌对人体健康的重要作用。
将异麦芽低聚糖这种促双歧因子添加到酸乳中,加工成具有促双歧杆菌生长功能的冷冻酸乳,大大提高了酸乳制品的生命力,食用后既可直接摄取活性乳酸菌,又可激活肠道中双歧杆菌的生长,达到内外双向增加人体肠道中有益菌群含量的目的。
双歧杆菌发酵乳的技术关键是保证产品具有一定活菌含量、营养卫生及外观风味。
2、原料与配方(参考配方)
鲜牛乳70%;全脂乳粉3%;异麦芽低聚糖7%;蔗糖4%;发酵剂3%;稳定剂0.24%;余量为饮用水。
3、主要设备
隔水式电热恒温培养箱、高压匀浆泵、小型冰淇淋凝冻机、冰箱。
4、工艺流程
工艺流程见图3.
5、操作要点
(1)异麦芽低聚糖浆制备
将各种稳定剂与异麦芽低聚糖及蔗糖混匀,使稳定剂分散便于溶解,加入所需温水将物料全部溶解后加热至60~65℃,经100目筛布过滤后.在60℃、15MPa条件下均质,然后将均质液加热到95℃保温5min进行杀菌,随后冷却至5℃备用。
(2)酸乳的制备
将鲜牛乳净乳后加热到50℃以上,加入乳粉溶解后,在65℃、15~18MPa条件下均质,然后将乳液加热至95℃保温5min进行杀菌,随后冷却至43℃。接种3%的混合发酵剂,搅拌均匀后在41~43℃下发酵至pH 4.6时,立即停止发酵。
(3)破乳
发酵好的酸乳随即进行冷却,当温度达到25℃时,缓慢进行搅拌,加快冷却速度,当冷却到10℃以下时停止搅拌,若此时仍有凝乳时继续缓慢搅拌至料浆黏稠均匀、无块状物为止。
(4)配料
将制好的糖浆液加入到上述乳液中搅拌均匀.此时料温以3~5℃为佳。
(5)凝冻、灌装、硬化
上述料浆经凝冻机凝冻.出口料温控制在-5~-3℃.凝冻好的物料迅速进行灌装,然后立即送入一23℃的冷冻室硬化10h以上,取出后在一18℃条件下贮存。
双歧杆菌冷冻酸乳质量标准1、感官指标
色泽:呈均匀一致的白色或乳白色。
滋味和气味:具有酸乳特有的发酵芳香味,甜中透酸.香而不腻,给人以愉快感,无不良气味。
组织状态:无肉眼可见冰晶,组织致密,无外来杂质。
2、理化指标
异麦芽低聚糖(以还原糖计)>3%;非脂乳固体>11%;蔗糖>5%;脂肪>3%;酸度:50~65°T;乳酸菌>1.5×108个/mI。;汞(以Hg计)

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国