

简介
随着我国经济的快速发展以及城市化进程的推进,具有优质洁净和环保特点的天然气需求急剧攀升,其在能源结构中的比例也迅速增加。我国虽然先后实施了西气东输、川气东送以及通过与俄罗斯、土库曼斯坦、澳大利亚等签署天然气供给协议的战略举措,但天然气仍面临着严重的供需矛盾。
合成天然气技术是指根据甲烷化反应原理1,利用相应的设备将含碳资源转化为甲烷的技术。自 20世纪 30 年代出现以来其发展一度停滞,但在 70 年代的石油危机以后重新被人们所重视,现阶段已进入高速发展时期。美国、英国、德国等发达国家都在进行合成天然气技术的研究,但他们主要将其作然气的制备奠定了基础。
我国的能源资源特点是少油、贫气、富煤。煤炭资源相对丰富,充分利用廉价的煤炭资源生产天然气,其能量利用率高、单位热值耗水量低,是解决我国天然气供需矛盾的重要途径。此外利用 CO2和生物质资源生产天然气,不仅可拓宽 CO2和生物质的利用方式,同时也将大大减少温室气体的排放。
另外,我国焦化企业每年副产大量焦炉气,其中很大部分被点了天灯,利用率十分低下,因此利用甲烷化反应,从炼焦炉等碳氢尾气来制取合成天然气的技术也得到广泛关注。以上合成天然气技术不但可以缓解我国天然气的市场需求,降低进口天然气市场给我国带来的潜在风险,而且对推进我国产业结构调整和能源结构优化、保障国家能源安全也具有重要的战略意义。
煤直接合成天然气技术煤直接合成天然气技术是指以煤为原料一步气化生成甲烷,根据煤甲烷化过程中添加气化剂的不同,该技术可分为加氢气化技术和催化蒸汽转化技术。
加氢气化技术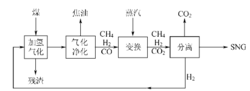 加氢气化工艺,如图 1 所示,以氢气作为气化剂,煤粉颗粒在一个具有内部热流循环的流化床反应器中和氢气转化为 CH4,产生的焦炭从反应器底部排出,主要反应为 C+2H2→CH4。该工艺最早是在 20 世纪 80 年代由日本大阪煤气公司开发的,但并不成熟,美国 APS 对此很感兴趣,现在仍在研究中。加氢反应器中部分产物甲烷会发生蒸汽重整生成 CO 和 H2进行循环,使得加氢气化技术具有很高的热效率;其反应温度为 870 ℃左右,只需控制氢气的温度就能保证反应器温度的稳定;产物焦炭还可二次气化产生氢气作为合成天然气的氢源,也可用于发电。
加氢气化工艺,如图 1 所示,以氢气作为气化剂,煤粉颗粒在一个具有内部热流循环的流化床反应器中和氢气转化为 CH4,产生的焦炭从反应器底部排出,主要反应为 C+2H2→CH4。该工艺最早是在 20 世纪 80 年代由日本大阪煤气公司开发的,但并不成熟,美国 APS 对此很感兴趣,现在仍在研究中。加氢反应器中部分产物甲烷会发生蒸汽重整生成 CO 和 H2进行循环,使得加氢气化技术具有很高的热效率;其反应温度为 870 ℃左右,只需控制氢气的温度就能保证反应器温度的稳定;产物焦炭还可二次气化产生氢气作为合成天然气的氢源,也可用于发电。
催化蒸汽转化技术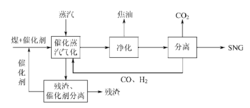 催化蒸汽气化工艺如图 2 所示,最早是由美国埃克森(Exxon)石油公司在 20 世纪 70 年代开发,在此工艺中,带有碱金属催化剂(如 K2CO3)的煤粉颗粒与水蒸气在一个反应器中同时发生气化和甲烷化反应,气化反应所需的热量刚好由甲烷化反应所放出的热量提供,然后通过吸附的方法将甲烷从混合气中分离出来,剩下的 CO 和 H2循环回到反应器中继续进行合成天然气的反应2,主要反应包括 C+H2O→CO+H2,CO+3H2→CH4+H2O。
催化蒸汽气化工艺如图 2 所示,最早是由美国埃克森(Exxon)石油公司在 20 世纪 70 年代开发,在此工艺中,带有碱金属催化剂(如 K2CO3)的煤粉颗粒与水蒸气在一个反应器中同时发生气化和甲烷化反应,气化反应所需的热量刚好由甲烷化反应所放出的热量提供,然后通过吸附的方法将甲烷从混合气中分离出来,剩下的 CO 和 H2循环回到反应器中继续进行合成天然气的反应2,主要反应包括 C+H2O→CO+H2,CO+3H2→CH4+H2O。
反应所需温度比加氢气化工艺要低,在600~700 ℃。美国巨点能源公司在该技术的基础上开发出一种新
型的催化蒸汽气化技术,又称蓝气技术3。它包括整个反应器的开发和由廉价金属组成的可回收催化剂。该技术被认为是目前世界上最先进的一步法煤制天然气技术。
加氢气化和催化蒸汽气化过程无需氧气参加反应,能够节省空分费用,而且气化反应和甲烷化反应温度不高,这也降低了成本。但加氢气化工艺中氢源得来不易,催化蒸汽气化工艺中催化剂的回收较为麻烦。
煤经合成气制取天然气技术工作原理
煤经合成气制取天然气技术又叫蒸汽氧化气化法,主要反应分为两步:
①C+O2→CO2,C+ H2O→CO+H2,C+CO2→2CO;
②CO+3H2→CH4 +H2O,
所以有时也称“两步法”煤制天然气技术,其核心技术是甲烷化技术,该过程放热量大,同时甲烷化反应为体积缩小的反应,因此一般在低温高压下进行,但为了保证一定的甲烷化速率,反应温度又不能过低;其选用的催化剂为镍基催化剂,活性高,选择性好而且价格低廉。目前该工艺已经有商业化应用,但热效率比“一步法”要低。
常用的甲烷化反应器有固定床反应器和流化床反应器。
固定床反应器
甲烷化固定床反应器最早应用于合成氨工业,它是用来除去氢气中微量的 CO 气体,以避免合成氨催化剂中毒,由于 CO 的量很少,其反应热的移除并不在考虑范围之内。但在制备合成天然气过程中,大量的反应热要求其必须采用多段绝热固定床反应器以进行段间换热,或者采用产品气循环的方法以稀释进料中 CO 浓度来降低反应器的温度。
德国鲁奇(LURGI)煤气甲烷化技术开发于 20世纪 70 年代,它是世界上唯一成功应用于商业生产的合成天然气技术。它采用碎煤固定床加压气化技术,副产大量的焦油、石脑油、粗酚等价值较高的产品,对天然气的生产成本和企业的经济效益会产生重大影响。
1960—1970 年间,西德鲁奇公司(LURGI)和南非石化公司(SASOL)在南非建立了一套半工业化煤制合成天然气试验装置4;与此同时,鲁奇公司和奥地利艾尔帕索天然气公司(EL PASO)在奥地利维也纳建立了另一套半工业化的天然气合成试验装置,其甲烷化所用 CO和 H2来自于石脑油催化裂化。在上述经验基础上,美国北达科他州在大平原建成世界上唯一的煤制天然气商业化装置。该装置采用 18 台鲁奇气化炉,所得合成气(CO 和 H2)经过水煤气变换改变 CO/H2比后,进入低温甲醇洗装置,最后被送入两段带有内循环体系的绝热固定床甲烷化反应器。该技术煤制备输送简单,在煤气化过程中会产生大量甲烷,因此甲烷化反应器负荷较小,
投资费用较低。
流化床反应器流化床反应器中质量和热量传递相对绝热固床反应器来说都具有很大的优势,因此非常适合于大规模强放热过程,而且它操作简单,易于控制。
1952 年,美国矿业局开展煤制天然气试验,采用两个不同的流化床甲烷化反应器,催化剂采用镍基催化剂。第一个流化床反应器器壁设有多个开口,便于热电偶测量催化剂的温度;另一个流化床反应器底部设有 3 个进气口,2 个反应器都带有催化剂再生装置。反应器操作温度在 200~400 ℃,H2和 CO 的转化率很高,能达到 95%~98%。1963 年,美国 BCR 公司采用一个带锥形进料口的气固流化床反应器利用煤制取合成天然气。流化床中间设有 2 根换热列管,列管中冷却剂为矿物油,其操作温度为 430~530 ℃,最终 CO 转化率并不高,为 70%~95%,随后 Harshaw 化学公司对其催化剂进行改进,CO 转化率高达 96%~99.2%。1975—1986 年,德国蒂森煤气公司和卡尔斯鲁厄大学合作相继建立了煤制天然气的试验装置和半工业化装置,同样采用流化床甲烷化反应器,但在 80 年代末期因为油价的下跌被迫停止运行。
流化床甲烷化反应器虽然反应效果好,甲烷产率高,但其催化剂的夹带和损耗相当严重,同时流化床反应器造价高,这些都是制约采用流化床反应器制取合成天然气的重要因素。但在煤制天然气过程中,流化床制取合成气的技术已相当成熟,目前主要有美国德士古(Texaco)公司开发的水煤浆气化技术5,荷兰谢尔公司开发的 SHELL 煤粉气化技术和德国未来能源公司开发的 GSP 煤粉加压气化技术。此外,我国华东理工大学开发的多喷嘴对置水煤浆气化技术和西北化工研究院开发的多元料浆气化技术也达到了世界先进水平。
除采用上述固定床反应器和流化床反应器合成天然气外,其它反应器制取合成天然气的技术也层出不穷。1970 年,美国匹兹堡能源技术中心采用列管式反应器将合成气转化为甲烷,但列管式反应器处理量小,放大困难
;1977—1978 年,美国化学公司还采用过液相催化甲烷化反应试验,合成气进入以矿物油为主体的液相催化体系,如此能够更有效地移除反应热,但 CO 转化率较低,催化剂的损失也比较严重。
生物质合成天然气技术生物质能是一种重要的可再生能源,生物质中含有大量含碳物质,利用生物质气化得到的富氢气制取合成天然气,不仅能够大量降低因其燃烧而排放的 CO2,减轻温室效应,还能提升能源的品质,符合我国可持续发展战略的要求,是新型的合成天然气技术。
2002 年,荷兰能源研究中心(ECN)对生物质合成天然气进行了热力学和工艺流程的可行性分析,其基本流程包括生物质的气化、气体净化、甲烷化和甲烷品质的提升等步骤。2003 年他们采用固定床反应器建立了试验装置并着手进行放大,其气化过程中链烃裂化所用催化剂为氧化锌。同时,德国斯图加特氢和太阳能能源研究中心
(ZSW)研发出一种 AER 甲烷化工艺,在低温流化床反应器中将生物质气化得到富氢气体,然后通过固定床反应器合成天然气,催化剂为镍基催化剂,反应器外部用熔盐冷却。1999 年瑞士保罗谢乐研究院就已经开始关注生物质合成天然气,2002 年,该研究院和洛桑理工大学及一个私营合者对生物质合成天然气进行了初步的理论研究
和试验研究。他们采用内循环流化床在商业条件下操作,但合成气中含有大量的不饱和烃,在高温下很容易积炭,这对甲烷化反应不利,所以需要对反应温度进行控制。目前该工艺仍在放大研究瑞士哥德堡已经开始生物质合成天然气商业化装置的兴建。
生物质合成天然气技术的重点在于生物质的气化和气化后产物的净化。生物质气化是指生物质与空气、氧气和水蒸气发生气化反应或者在高温下直接热解气化,除产生富氢气体外,还副产大量的焦油。当采用流化床反应器进行生物质气化时,气化强度很高,但由于气化温度较低会导致焦油裂解受到抑制;当采用固定床反应器进行生物质气化时,原料适应广泛,但气化强度不高,而且一般为间歇操作。生物质气化过程中会产生很多杂质组分如有机硫、液态焦油、灰分等,对合成天然气不利,必须进行净化,可采用水洗法,既能脱除杂质,还能降低气体的温度,但对含焦油废水的处理尚存在困难,也可采用催化裂解法,焦油裂解能够产生更多的 CO 和 H2
,有利于提高天然气的产量,但耗能较高。因此若能对生物质气化过程中的焦油进行有效处理,生物质气化合成天然气技术必将获得更加广阔的前景。
CO2甲烷化合成天然气技术全世界每年排放大量的 CO2,对环境造成了严重污染,而 CO2是潜在的含碳资源,开展 CO2甲烷化合成天然气的研究对环境保护和能源供给具有重大的意义。近年来,法国化学家 Paul Sabatier 提出的 CO2甲烷化合成天然气技术在国际上备受关注,其基本思想是利用太阳能发电电解水来制取氢源,然后 H2和 CO2发生如下反应 CO2+4H2→CH4+2H2O,生产的 CH4可作为燃料使用,燃烧产生的 CO2可重复甲烷化,该循环体系既能解决 CO2排放问题,还能够制取合成天然气,一举两得。根据此原理,日本计划用 10 年时间建立以太阳能为能源、以 CO2为原料的天然气合成工业体系,目前进展迅速。我国西北大学6采用水蒸气选择渗透膜及 Ru/Al2O3催
化剂,建立了反应分离耦合的实验室膜反应器,对CO2甲烷化反应性能进行了研究。结果表明 CO2转化率比同种条件下传统固定床反应器要高,但膜反应器造价高,装置复杂,实施起来比较困难。
另外,地下天然气的成因和地质研究近年来受到人们越来越多的关注和重视,近 30 年的天然气勘探实践和理论研究使人们逐渐认识到,当地质条件有利时,CO2与 H2在地下形成 CH4成为可能。中国科学技术大学地球与空间科学学院在研究青海涩北生物气田地质条件的基础上考察了不同温度及CO2和 H2注入量情况下以二氧化碳为基质生成甲烷的效果,提出了制取合成天然气的有利条件,这为我国 CO2合成天然气技术开辟了一条崭新的途径。
焦炉气合成天然气技术我国焦炉气很大部分被排放,这既是资源的浪费,又会对环境造成污染,因此利用焦炉气制取合成天然气不失为焦炉气高效利用的新途径。 2007 年,西南化工研究院对焦炉气合成天然气的工艺申请了专利。具体方法是先将焦炉气净化脱除苯、萘、硫化物等杂质,然后经压缩换热7,最后在催化剂的作用下进行甲烷化反应 CO+3H2→CH4+H2O,CO2+4H2→CH4+2H2O,生成以 CH4为主的混合气再经过变压吸附,得到合成天然气;在制取合成天然气的同时还可得到纯度很高的氢气示。该技术采用的多级串联、气体循环、蒸汽回收等甲烷化工艺流程能够对甲烷化反应热进行合理利用,采用的变温吸附新技术能够有效除去焦炉气中杂质,保护相关设备和防止催化剂中毒。该技术实现了焦炉气净化、甲烷化以及变压吸附气体分离成套技术的集成创新。不久前大连普瑞特化工科技有限公司、山东铁雄能源煤化有限公司和成都五环新锐化工有限公司合作建立了首套焦炉气甲烷化合成天然气试验装置,并完成 1000 h 全流程连续试验,该项目实现了多项创新,其二段绝热低压尾气不循环补加水蒸气工艺和甲烷化催化剂性能已达到世界先进水平。目前陕北半焦(兰炭)清洁生产和碳氢尾气合成天然气关键技术和示范装置正在研究开发中。
焦炉气合成天然气技术近年来发展迅速,此举将解决焦炉气排放造成的环境污染和资源浪费问题,还能带动焦化产业和能源产业技术进步,增加天然气供应,促进可持续发展。
展 望在我国,天然气缺口的存在将促使合成天然气技术的发展和应用持续升温,其中德国鲁奇工艺、丹麦托普索工艺和英国 CRG 工艺技术成熟,是工业化生产合成天然气的首要选择。此外,随着资源的消耗以及新世纪对能源有效利用的要求,生物质合成天然气、CO2甲烷化合成天然气、焦炉气合成天然气技术都将成为发展的热点,而且从目前的化工技术发展水平和经济性方面来考虑,合成天然气技术向多联产方向发展有利于节能降耗和降低投资和产品成本,不失为发展潜力巨大的选择。我国煤炭资源丰富,充分利用煤及附属产品和可再生的生物质资源合成天然气更是前景广阔。2008 年 11月,我国新奥集团煤制天然气项目投料试车成功为以后建设天然气工业化生产装置积累了宝贵的经验。2009 年 5 月,煤制天然气8作为工业示范项目被列入国家《石化产业调整和振兴规划》,体现了国家对天然气能源的需求和对发展煤制天然气产业的重视。2010 年 8 月,庆华集团在新疆投资建设的煤制天然气项目获批,使我国被正式核准的煤制天然气项目由以前的 3 个(大唐内蒙古赤峰、大唐辽宁阜新、汇能内蒙古鄂尔多斯)增加到 4个,此外,中国海洋石油总公司、神华宁煤集团、华银电力、新汶矿业都在积极实施煤制天然气计划,而合成天然气技术的发展必将进一步加快实施上述计划的步伐,为我国的能源产业发展和能源结构优化作出巨大的贡献

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国