

内螺纹管即在管内壁加工出一条或几条螺旋上升的膛线,从断面看是矩形凹槽。内螺纹管也叫干蒸管、内肋管或内翅管。在中央空调机上它主要应用于干式蒸发器上。
内螺纹管工作原理工质在管内受热蒸发过程中,随着热负荷的增大,原先为核态沸腾的工况因水不能及时补进壁面而转变为膜态沸腾,此时壁面与蒸汽膜相接触,放热系数急剧下降,管子得不到良好冷却而使管壁温度急剧上升,造成受热面过热而烧损。防止膜态沸腾传热恶化的关键是要使管内壁上的环状水膜的水能得到及时补充,而水源就是中心汽流中的水滴。要使中心汽流中的水滴沉积到水膜上一般有两种方法,一是利用水滴本身的惯性力,这就需要提高汽流的紊流度,通常依靠增加流体流速来实现,这会使流道阻力增加。另一种方法是在流速不高的情况下利用离心力使水滴到达管壁。内螺纹管就是采用了后一种方法。
工质在内螺纹管内流动时在螺旋上升的内螺纹作用下产生旋转,汽流中的水滴便在离心力的作用下不断向管壁靠近,最后到达管壁而使水膜得到补充。另外,内螺纹矩形凹槽中的水膜因三向黏附力作用也不易被汽流带走,使水膜得以持续保持,不被立即蒸干。当然,内螺纹另一方面还增加了管内流体的紊流,提高了对流放热系数,使传热得以强化,管壁得到更好的冷却。1
焊接法加工内螺纹管焊接法是采用在铜带上直接轧制成螺纹再焊接的方法。
生产工艺流程如下高精度铜带→螺纹轧制→成形焊接→定径→精整卷取→退火→包装。
焊接管的主要原料为TP2材质的紫铜带。生产时,铜带头尾焊接保证生产线连续运转。铜带首先经过滚压螺纹工序,根据螺纹形状的不同,选择不同数量的压纹辊。
压过螺纹的铜带经数道成形辊成形后进行高频焊接。为了保证管径的均匀和尺寸,焊接后首先用刮刀去除外毛刺,然后经过定径辊定径,以保证管材的外径和椭圆度符合技术要求。
生产的关键工序焊接法内螺纹管成形工艺过程如下图所示。
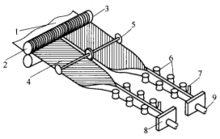
内螺纹焊接铜管生产流程中最关键的两个工序为螺纹轧制和焊接。
1、螺纹轧制。压纹辊的设计和制作是焊接成形的核心技术,设计不科学的压纹辊会导致铜带变形不均匀,造成周期性的焊接缺陷,同时缩短轧辊的使用寿命。
2、高频焊接。高频焊接的线速度非常快,一般平均速度在150m/min左右,如此快的加工速度,对挤压和导向轧辊的精度提出了更高的要求。2
在世界空调和制冷行业用铜管中,目前焊接管所占的比例还很小。除了对焊接管的传统认识障碍外,制约推广焊接管的重要原因之一是原材料(铜带)的成本较高,同时由于这种工艺技术难度大,目前还处在发展阶段。
拉伸法加工内螺纹管拉伸法生产的内螺纹铜管为无缝内螺纹铜管,无缝内螺纹铜管是目前空调制冷行业普遍采用的传热管,其加工方法归纳起来主要有两种:一种是挤压拉伸法;一种是旋压拉伸法。
挤压拉伸法挤压拉伸法与光面管衬拉法相似,在拉伸过程中,由于受到力的作用,螺纹芯头在变形区内产生旋转运动,而管子不转动,只做轴向直线运动,在拉伸外模及螺纹芯头的作用下,管子内壁被迫挤压出螺旋凸筋,从而成形内螺纹管,见下图。
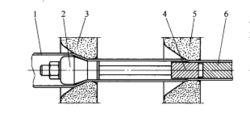
这种方法虽然装置简单,但不易使螺纹沟槽深度达到理想状态,因在挤压成形过程中,材料在被拉伸的轴向上容易流动,而在成齿的径向上流动困难,且螺纹起槽处处于滑动摩擦,应力大,温度高,更难以加工小直径薄壁内螺纹管。
旋压拉伸法旋压拉伸法有两种方式:一种是行星滚轮旋压,另一种是行星球 模旋压。它的加工原理是用几个行星式回转 的辊轮或滚球对管材外表面进行高速旋压,使材料产生塑性变形,螺纹芯头上的螺旋齿映像到管材的内表面上,从而形成内表面上的螺纹。这种方法与挤压拉伸法相比,不但 能变滑动摩擦为滚动摩擦,降低起槽应力, 而且能加工较深的螺纹沟槽,管子经旋压加工也大大改善了其力学性能。2
产品应用内螺纹管也叫干蒸管、内肋管或内翅管。在中央空调机上它主要应用于干式蒸发器上,热交换时,管外的谁被管内蒸发膨胀的冷媒所冷却;它也应用于家用和商用空调热交换器上或用于高热管。内螺纹管单位长度的内表面积为普通光面铜管的1.5~2倍,其传热系数为同规格光面铜管的1.5~2.4倍。而对载体流阻仅增加3-5%,可节能20~35%,适制冷空调器整机重量减少了10~25%。
本词条内容贡献者为:
杜强 - 高级工程师 - 中国科学院工程热物理研究所

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国