

均热炉是钢锭轧前加热、均热用的设备。一个初轧厂应设有10~20组均热炉。高效率初轧厂要求均热炉温度分布均匀、均热跨长度短、钢锭运送快。均热炉按供热方式可分蓄热式和换热式两大类。近年来新建初轧厂几乎全部采用上部单侧烧嘴换热式均热炉。均热炉炉型较多,主要根据烧嘴的布置分类。1
介绍均热炉是在初轧前 把钢锭加热或保温一定时间,通过热扩散使钢锭内部温度均匀而适于金属塑性加工用的坑式炉。炉膛为长方体形,钢锭在炉内竖放。通常由 几个炉坑组成一组,共用一套控制 系统。多数使用气体燃料加热,也可 用重油。均热炉是周期性工作的,其 温度制度和供热制度随时间变化。 均热炉主要用于均热脱膜后的热钢 锭,也可加热冷钢锭。在充分利用钢锭潜热的情况下,单位热耗可为(21 ~30)×104J/t。按结构特点,均热 炉可分为蓄热式、换热式和电均热炉。2
蓄热式均热炉属于老式均热炉 (图1)。炉的两侧设蓄热室,燃气和空气交替通过蓄热室,在燃烧室内燃烧,对钢锭进行加热。优点是烧钢块,产量高,燃耗低,可用低发热值煤气,炉底温度高可液体出渣(见化炉底)。缺点是炉温不均,易使钢锭产生过热或过烧,且有可能将钢锭角部烧化,燃烧不完全,金属烧损较大,目前已不采用。

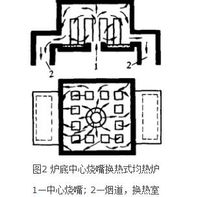
炉底中心烧嘴换热式均热炉如图2所示,在炉膛底部中心设有烧嘴,钢锭排放在其周围。燃气从燃烧口垂直上升,至顶盖反回后从炉子两侧进入烟道及换热器。这种均热炉的优点是燃气流向对称,循环很好,炉内温度分布均匀。缺点是炉底有效面积减小,降低了单位面积的生产能力; 炉顶寿命短,易烧坏。
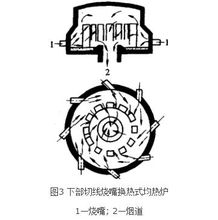
下部切线烧嘴换热式均热炉此炉下部切线方向装有若干个烧嘴 (图3),炉内温度分布极佳,可使钢锭底部得到充分加热。为使火焰不与钢锭直接接触,火焰应极短,要求使用高发热值燃料; 但由于烧嘴数量多,保养、维修和调整较麻烦。废气由炉底中间排出,影响炉底强度。
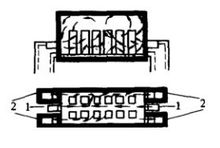
下部双向烧嘴换热式均热炉为提高钢锭下部及钢锭相对面的温度,将钢锭之间的空间当做燃烧室(图4),燃气在炉内循环之后从烧嘴两侧的排气口排出。使用这种炉子的关键是钢锭的摆放不得与火焰直接接触,由此导致炉底面积不能充分利用。
上部双向烧嘴换热式均热炉如图5所示,该炉一般带有耐火砖换热器,燃料通过烧嘴在钢锭上部燃烧室里燃烧,烧嘴结构多采用长火焰式。为使燃气产生旋转运动,对角线上的两个烧嘴布置在同一水平面上,并带有一定坡度。这种双向烧嘴均热炉因其一侧的换热器及烧嘴占用过多的主厂房面积而被单侧烧嘴换热式均热所取代。

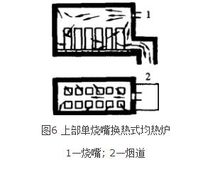
上部单烧嘴换热式均热炉顶部一侧设有一个烧嘴,在钢锭上部燃烧室中进行燃烧(图6)。为使炉内温度分布均匀,一般采用高速可调火焰长度的烧嘴,烟道设在烧嘴的下部,可使炉内火焰上下方向循环流动。这种炉子因容量大,燃烧均匀,占用主厂房面积小,缩短钢锭车运锭距离而被初轧厂广泛采用。
本词条内容贡献者为:
李勇 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国