

塑性应变比即r值,是评价金属薄板深冲性能的最重要参数。将板条试样在拉伸试验机上,使之产生20%的拉伸变形,这时的板宽方向应变与板厚方向应变的比值,就称之为塑性应变比,又称Lankford值或r值。它反映金属薄板在某平面内承受拉力或压力时,抵抗变薄或变厚的能力。1
基本介绍薄板试件拉伸时宽度方向的应变与厚度方向的应变之比,用r表示:r=εw/εt。
式中εw=lnb/b0是宽度方向的应变;εt=lnt/t0是厚度方向的应变。通常也称为厚向异性系数。r值可通过测量拉伸变形前后试件标距内的宽向尺寸和长度尺寸并按下式计算确定:
式中l0、b0为试件变形前标距内的长度和宽度尺寸。2
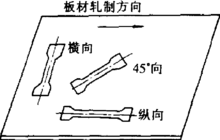
向异性指数如果试件在板材中所处的方位不同(图1),试验所得的厚向异性系数也不同。这是因为板材的织构组织和力学性能各方向并不均匀一致。所以,板材的厚向异性系数一般取为3个方位试件试验数据的平均值,用r表示:
r=(r0 +2r45+r90)/4
式中r0、r45、r90分别为沿板材轧制方向、与轧制方向成45°和垂直于轧制方向试件的厚向异性系数。r值愈大,板材抵抗失稳变薄的能力愈大,愈不容易发展厚向变形;r值愈小,板材抵抗失稳变薄的能力愈弱,厚向变形愈容易。r=1表示板材不存在厚向异性。
板材不同方位的厚向异性系数通常是不同的,因此,在板材平面内形成各向异性,其程度以平面各向异性指数△r表示:
△r=
△r值愈大,板材面内各向异性愈严重,表现形式在拉延后制件边缘不齐,有制耳且侧壁厚度不均,影响成形质量。2
塑性应变比与极限拉延比板材成形时,从传力区的强度看,材料的r值愈大,抗拉强度愈大,对成形愈有利;从变形区金属的变形抗力看,异号应力状态时,r值愈大,变形抗力愈小,对成形愈有利。板材拉延成形过程恰好符合这两个条件,所以r值成为判断板材拉延性能的重要指标。大量的拉延试验证明,可以用r值作为板材拉延性能的主要判据。图2为r值对板材极限拉延比LDR的影响。说明r值愈大, 板材的拉延性能愈好。
在以压缩为主的变形方式中,成形中的主要障碍是起皱(见压缩失稳)。r值愈大,起皱的趋势愈小,而防止起皱所需之压边力也愈小。在以拉伸为主的拉——压应变状态下,板材的极限应变往往以集中性失稳的产生、发展作为判据。集中性失稳除了取决于应力状态外,也与r值密切相关,其极限应变随r值的增加而增加。根据马辛尼克(Z.Marciniak)—库克宗斯基(K.Kuczynski)理论,在拉——拉变形方式下,极限应变值随r值增大而减小。2

本词条内容贡献者为:
胡建平 - 副教授 - 西北工业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国