

安装
锥孔轴承一般是用锥形紧定衬套固定在光轴上的( 见图1 ) ,由于轴承内圈是采用压配合安装的, 轴承径向间隙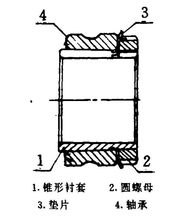 的变更取决于紧定衬套在轴承内圈和轴之间的松紧程度( 即取决于轴承沿锥形表面抬起的轴向位移), 轴承径向间隙是随着轴承的抬起而逐渐减小的, 因此, 在安装锥孔轴承时, 紧定衬套不可过紧, 也不可过松。过紧将使轴承内圈受伤, 磨损加快,过松则不能确保轴承在轴上固定, 而且运转时振动剧烈。过紧过松均会影响轴承的配合间隙, 不利于轴承的正常运行, 所以安装这类轴承时, 就必须严格保证其具有合适的装配间隙, 以达到理想的工作状况。
的变更取决于紧定衬套在轴承内圈和轴之间的松紧程度( 即取决于轴承沿锥形表面抬起的轴向位移), 轴承径向间隙是随着轴承的抬起而逐渐减小的, 因此, 在安装锥孔轴承时, 紧定衬套不可过紧, 也不可过松。过紧将使轴承内圈受伤, 磨损加快,过松则不能确保轴承在轴上固定, 而且运转时振动剧烈。过紧过松均会影响轴承的配合间隙, 不利于轴承的正常运行, 所以安装这类轴承时, 就必须严格保证其具有合适的装配间隙, 以达到理想的工作状况。
安装步聚:
1.根据所需要安装的轴承型号, 确定其公称孔径及间隙等级。例如, 所安装的轴承型号为22232 ( 下同), 那么, 容易知道其公称孔径为5 x 32 =160 mm , 属于普通级标准间隙。
2. 用塞尺测量该轴承的原始间隙, 判断轴承是否合格。假定, 测得该轴承的实际原始间隙为0.16 m m ,由表1 B 栏可知, 该间隙在标准间隙范围内, 故可知该轴承是合格的。
3.将实际测得的原始间隙值, 减去表1 中C 栏所对应的径向间隙减少量, 即可计算得到安装时所需的正确“ 剩余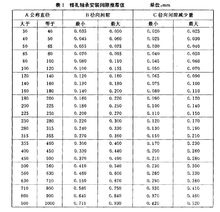 间隙” 范围。
间隙” 范围。
例如, 我们可由表1 .C 栏中查到径向间隙减少量为0.075 ~ 0.100 mm, 那么剩余间隙范围就是:
最大 0.6 一0.075 = 0.085mm
最小0.16一0.100 =0.060 mm
安装时, 我们就可在0.060 ~ 0.085 mm 范围内,判断轴承是否到位。
4.轴承到位后, 固定紧定套。当我们在逐步锁紧圆螺母同时, 不时地用塞尺测量轴承的剩余间隙, 直到剩余间隙在计算允许的范围内时, 即可将垫片的一个翅片嵌入圆螺母对应的槽中。
5.衬套固定后, 将轴盘动旋转数圈后, 重新用塞尺测量轴承的间隙值, 看看是否乃在允许的剩余间隙范围内. 另外, 有可能的话还可用手沿任一方向拨动轴承外圈使之旋转, 这时不应感到有明显的阻力1。
拆卸在用压力机拆卸时,要顶在紧定套上将轴承压下。2
a 拆卸带紧定套的调心滚子轴承。用一根金属棒将轴承内圈从套上拆下。
b 拆带紧定套的调心球轴承。用一般管状物防止轴承的损坏。
c 用压紧螺母拆卸推卸套。
d 借助螺母和推理螺栓顶紧内圈旁的垫圈拆卸轴承。
e 拆卸带液压螺母的推卸套。用厚壁环支撑突出的推卸套。
f 用液压方法从推卸套上拆卸调心滚子轴承。将油压入配合表面,推卸套就会突然弹出。螺母要留在轴上。用推卸套固定的轴承是用压紧螺母拆卸的。圆锥滚子轴承但这样拆卸大型轴承时就需要很大的力,此时可以将推力螺栓与压紧螺母配合使用,再在轴承内圈和螺栓之间加入一个垫圈。使用液压螺母加推卸套拆卸轴承,过程简单,经济性好。拆卸大尺寸轴承时使用液压方式会使拆卸变得非常容易。圆锥滚子轴承只要将油压到配合表面之间,配合件就会在毫无表面损伤的危险下被轻易的分开。
安装超大型锥孔轴承的常见故障关于锥孔抽承转动的灵活性锥孔轴承安装在紧定衬套上以后,转动不灵活,严生的原因主要如下:
由于测温误差,造成锥孔轴承温升值过高,锥孔轴承原始径向游隙缩小量过大,影响其转动灵活。 当使用轴承膨胀器加热锥孔轴承时,其测温点应选在图4中的A点,若选在B点或C点,都会增大温升值的误差。 A点温度最高,七点温度最低。因此准确地选择测温点和正确地测温成为能否正确安装锥孔轴承的关键工序。要千方百计消除人为测温误差。
关于锥孔轴承内圈损坏问题曾有一个别锥孔釉承安装在紧定衬套上以后,出现轴承内圈崩裂的现象,其产生的原因如下:
当铅孔抽承的原始径向游隙不符合标准时,不宜安装。若锥孔轴承原始径向游隙过大,仅靠锥孔轴承内圈胀出来过量地缩小共原始径向游隙,当超过一定范围时,致使轴承内圈产生较大的破坏应力,必然会造成锥孔轴承内圈崩裂。另外,锥孔轴承本身的内在质量优劣也将直接影响其装配效果。因此,不合乎标准的锥孔轴承干万不能使用3。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国