

介绍
高能束流焊接是利用高能束粒子携带的能量作为热源熔化被焊材料形成焊缝的。根据携带能量的粒子不同,分为激光束、电子束和离子束焊,其特点是能量集中,能量密度高,熔深大,熔宽小,热影响区窄,焊接精度较高,能焊很薄的零件,也能焊较厚的零件。对于难熔材料、活泼性金属、要求高质量件的焊接,均取得了良好的效果。电子束、激光束焊接设备较复杂,费用较高,限制了使用范围的进一步扩展。2
分类电子束焊利用经加速和聚焦的电子束轰击焊件接缝处所产生的热能使金属熔合的一种焊接方法。如图所示,从阴极发射的电子,受阴极与阳极间高压电场的加速,通过带孔的阳极,再经聚焦线圈会聚成截面积小(直径为0.2~1 mm)、功率密度高 (≥1.5×10W /cm2)的电子束。当电子束撞击焊件时,其动能大部分转化成热能,使焊件金属熔化成熔池。随着电子束的移动,熔池冷凝成焊缝。电子束的移动可由移动电子枪(电极和聚焦线圈等的组合件)或焊件来实现;在小范围内可由偏转线圈所产生的磁场来实现。加速电压在30~200 kV范围内。为保护电极不受氧化,电极区必须保持压力不大于1×10-2Pa的高真空。工作室的压力常高于电子枪室的压力,两者间有减少漏气的设施。工作室一般另配真空泵抽气。
激光焊接以聚焦的高能量密度的激光作为热源对金属进行熔化形成焊接接头的一种焊接方法。激光焊可用于焊接碳钢、低合金钢、不锈钢、高温合金、铝、镁、钛、镍等有色金属和合金。另外,还可用于某些异种金属,如钨与镍,不锈钢与钽等,以及某些非金属材料,如陶瓷、石英、玻璃塑料等的焊接。
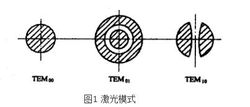
激光是利用辐射激光放大原理产生的一种单色、方向性强、光亮度大的光束,经透射或反射镜聚焦后功率密度可达10W/m。按照激光束横断面上功率密度的分布情况,激光又有单模、多模之分。激光的几种低阶模的光斑花样如图1所示。模式与光束的聚焦特性密切相关,模式越低,聚焦后的光点越小,功率密度愈大。焊接一般要求激光器输出单模。多模适合于堆焊、合金化和热处理。
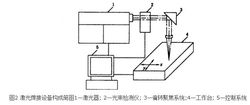
激光焊接设备主要由激光器、光学偏转聚焦系统、光束检测仪、工作台(或专用焊机)和控制系统组成,如图2所示。用于焊接的激光器主要分为固体激光器和气体激光器两类。固体激光器有红宝石激光器、钕玻璃激光器和YAG激光器(钇铝石榴激光器)。气体激光器主要是CO2气体激光器。
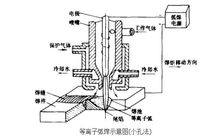
等离子弧焊接利用电弧等离子体作为热源的电弧焊。如图3所示,工作气体用来保护电极并产生电弧等离子体,从喷嘴外侧喷出的保护气体用来保护焊接区。焊接时,电弧由高频振荡器在电极与喷嘴间引发,有时也可由电极与喷嘴的接触短路引发并转移到电极与焊件之间(有时在电极与喷嘴间仍保留有电弧)。电极与焊件间的弧柱经喷嘴的机械压缩、气流的热压缩和电流的磁压缩,形成一个截面小、电流密度大、电离度高的弧柱。与弧柱接触处的焊件金属迅速被熔化形成熔池。随着弧柱的移动,熔池冷凝成为焊缝。电极一般用钨极,在某些情况下用水冷铜电极,工作气体用氩、氩与氢或氩与氦的混合气体。保护气体一般用氩。
优点与传统焊接技术相比,高能束流焊接技术具有诸优势:
(1)功率密度高。高能束流斑点尺寸小,功率密度大。焊接束流的功率密度通常达105~108W/cm2,而一般常规电弧焊的功率密度为102~104W/cm2。
(2)焊缝深宽比高。高能束流可实现高深宽比(即焊缝深而窄)的焊接,其中电子束深宽比达60∶1,可一次焊透0.1~300mm厚度的不锈钢板,激光焊的深宽比也达到20∶1。
(3)焊接速度快。高能束流的高能量密度使得焊接加热集中,焊接熔化和凝固过程快、效率高,如利用电子束焊接厚125mm的铝板,焊接速度达4m/min,是氩弧焊的40倍,1mm厚薄板激光焊接速度可达到20m/min。
(4)焊件热变形小,焊缝性能好。高能束流功率密度高,使得焊接热输入量少、焊件变形小、焊后加工量小,有利于降低制造成本,且能避免焊接接头组织晶粒长大,使接头性能改善;高温作用时间短、合金元素烧损少,能有效改善焊缝抗蚀性能。
(5)焊缝纯洁度高。真空对焊缝有良好的保护作用,高真空电子束焊尤其适合焊接钛及钛合金等活性材料。
(6)工艺适应性强。焊接参数易于精确调节,焊接头便于偏转,焊接位置的可达性好,对焊接结构的焊接适应性优于常规电弧焊,不仅可应用于对接接头、搭接接头,而且特别适合于T形接头焊接。
(7)可焊材料多。适合于难焊材料焊接,不仅能焊金属和异种金属材料接头,也可焊非金属材料(如陶瓷、石英玻璃等)

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国