

制程能力是指设备生产工艺标准在正常执行情况下的一定工序时间内,控制制程产品质量满足标准要求(规格范围等)程度的稳定性和一致性状态的实际加工能力。制程能力是指制程产品的固有变异,而不是设计规定标准所允许的变异1。
制程能力的评价指标制程能力指标是一种通过统计数据偏离目标值多少来量化评估制程好坏程度的评价指标。该指标用于反映充分标准化的工艺方法、机器、人员、原材料、测量和环境处于稳定生产过程中的正常状态时,所表现出的保证产品质量的能力。制程能力指标也称制程能力指数、过程能力指标、工序能力指数或工艺能力指数。经由制程能力指标,我们可以发现制程能力太小或是制程能力太大。主要有 和
和 四种。在有偏离目标的情形下,按各自制程能力做灵敏度比较,四种指标反映事实的能力依序为:
四种。在有偏离目标的情形下,按各自制程能力做灵敏度比较,四种指标反映事实的能力依序为:

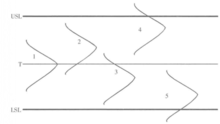
为清楚地描述一台机器或一道工序的制程能力水平,比较常用的衡量指标是Cp,但Cp值仅测量产品制程规格上限USL与规格下限LSL之间的允许范围和实际变动的值 的比值关系,没有考虑制程偏离目标值T的状况。如图1中的情形,虽然图中制程1到制程5的Cp均相等,但是只有制程1是正常的,其余均偏离目标值,仅看Cp值就无法反映出来。
的比值关系,没有考虑制程偏离目标值T的状况。如图1中的情形,虽然图中制程1到制程5的Cp均相等,但是只有制程1是正常的,其余均偏离目标值,仅看Cp值就无法反映出来。
能力指数Cp=规格公差幅度/制程能力
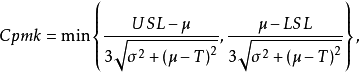
为了避免目标值不在规格允许范围之内造成误导,比较客观地反映出制程平均值与规格值偏差的程度而提出Cpk,这个指标比起之前的Cp更能明确表示出制程的优劣。

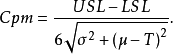
Cpm不仅考虑制程变异部分 ,也考虑平均数和目标值的差距
,也考虑平均数和目标值的差距 ,故Cpm在分析制程偏离目标值部分优于Cp指标。
,故Cpm在分析制程偏离目标值部分优于Cp指标。
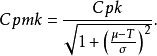
Cpmk把制程平均数及制程规格界限也考虑在内加以定义1。
制程能力分析是对制程变异性相对于产品规格范围之间关系的分析,为制程工艺标准的改善提供依据,以促进制程变异的稳定性,使所有的制程变异都能在标准变异范围(也就是规格范围) 之内,提高产品的一次通过率。制程能力分析的方法主要通过统计技术对整个制程的前后关系因素予以量化,分析这些量化的变因与产出的关系,找出影响产出的重大变因,据此来针对变因加以改善或消除。
制程能力分析的目的和意义制程能力分析的目的主要在于持续改善,提升控制制程长期的品质稳定性和一致性状态的能力水平。
(1)降低生产制造过程的异常停机停线损失;
(2) 给研发设计或选择制程工艺提供参考;
(3) 给制定制程品质管制抽样标准提供参考;
(4) 预测新设备、新工艺导致产品质量水平的变异程度;
(5) 预测制程和产品规格的容许范围;
(6) 为新设备的引进选择提供科学评估依据;
(7) 为选择OEM厂商提供科学评估依据;
(8) 为同时受多制程影响的产品安排生产顺序等1。
如何做制程能力分析1. 制程能力分析在习惯上都以产品品质特性的 来衡量
来衡量
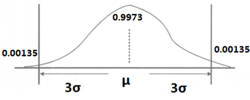
如图2正态分布下的允差界限所示,一个品质特性是常态分配的制程, 为平均值,
为平均值, 为标准差,自然允差的上下界限分别落在
为标准差,自然允差的上下界限分别落在 之间,所以此图的意义可以和的观念相结合。也就是落在此界限之内的面积占总分布的99.73%,即合格率为99.73 %。
之间,所以此图的意义可以和的观念相结合。也就是落在此界限之内的面积占总分布的99.73%,即合格率为99.73 %。
2. Cp值和标准差等级的对应关系
| Cp | USL-LSL | 标准差等级 |
| 0.67 | 4σ | ±2σ |
| 1 | 6σ | ±3σ |
| 1.33 | 8σ | ±4σ |
| 1.67 | 10σ | ±5σ |
| 2 | 12σ | ±6σ |
3. Cp值评价标准
| Cp值范围 | 级别 | 制程能力评价 |
| Cp>2.0 | 特优 | 制程能力过强,可以考虑降低制造成本,或者提高产品质量档次 |
1.67≤Cp
 扫码下载APP
扫码下载APP
|
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国