

压力焊原理
压力焊过程是通过适当的物理-化学过程,使两个分离表面的金属原子接近到原子能够发生相互作用的距离(约为0.3~0.5nm)形成金属键,从而使两金属连为一体,达到焊接目的。可见,压力焊是通过对焊区施加一定的压力而实现的,压力大小与材料种类、焊接温度、焊接环境和介质等有关,压力的性质可以是静压力、冲击力或爆炸力。在多数压力焊过程中,焊接区的金属处于固态,依赖压力(不加热或伴以加热)作用下的塑性变形、再结晶和扩散等过程而形成接头。

压力与加热温度之间存在着一定关系,从上图可以看出,焊接区金属温度越低,实现焊接所需的压力就越大。压力是使两分离焊件表面紧密接触形成焊接接头的重要条件;加热可提高金属塑性,降低金属变形阻力,显著减小所需压力,同时加热又能增加金属原子的活动能力和扩散速度,促进原子间的相互作用易于实现焊接。例如,室温下,铝对接端面的变形度要达到60%以上才可以实现焊接(冷压力焊),而在400℃时只需8%的变形度就能实现焊接(电阻对焊),当然,此时所施加的压力将大大降低。由上图可以看出,冷压力焊所需压力最大,扩散焊最小,而熔焊则不需要压力。一般来说。这种固态焊接接头的质量,主要取决于待焊表面氧化膜(室温下其厚度为1~5nm)和其他不洁物在焊前和焊接过程中被清除程度,并与接头部位的温度、压力、变形和若干场合下的其他因素(如超声波焊接时的摩擦,扩散焊时真空度等)有关。
基于压力焊原理的微连接技术还涉及扩散焊和超声波焊等方法。
扩散焊是在一定温度和压力下,经过一定的时间,通过连接界面原子间相互扩散实现连接的方法。
超声波焊接是利用超声波的高频振动,在静压力作用下将弹性振动能量转变为工件的摩擦力和形变能,对焊件进行局部清理和加热的一种焊接方法。超声波焊二般经过三个阶段:第一阶段为振动摩擦阶段,其作用是排除焊件表面油污、氧化物等杂质,使纯净的表面暴露;第二阶段为温度升高阶段,在超声波连续往复摩擦中,接触表面温度升高,变形抗力下降,在静压力和机械振动引起的交变切应力下,焊件接触表面的塑性流动不断进行,使金属表面的原子接近到能发生引力作用的范围,发生原子扩散和相互结合;第三阶段为固态结合阶段,随着摩擦过程的进行,微观接触面积越来越大,接触部分的变形也不断增加,使焊件间产生冶金结合,形成牢固接头。
基于压力焊原理的微连接技术主要应用于微电子器件内引线连接。通过一定压力、加热、超声波等手段,在接头内金属不熔化前提下,使被连接面之间发生原子扩散,该连接技术有时被称为键合技术。引线键合在基于压力焊原理的微连接技术中应用最广泛。引线键合是将半导体芯片焊区与电子封装外壳的I/O引线或基板上布线焊区用金属细丝连接起来的方法。焊区金属一般为铝或金,金属丝多数是数十微米至数百微米直径的Au丝、Al丝或Si-Al丝。焊接方式主要有热压力焊、超声键合焊和Au丝球焊。引线键合原理是采用加热、加压和超声等方式破坏被焊表面的氧化层,使得引线与被焊面紧密接触,达到原子间的引力范围并导致界面间原子扩散形成焊点。引线键合生产成本低、互连焊点的精度和可靠性高,该技术已成为芯片互连的主要方法,广泛用于各种芯片级封装和低成本的芯片封装中。由于微电子元器件的微型化,又出现了自动载带键合(tape automated bonding)和倒装(flip-chip)焊等新的键合方法。2
电阻焊电阻焊又称接触焊,是压力焊中的一种焊接方法,利用电流通过焊件及其接触处产生的电阻热,将焊件局部加热到塑性状态或部分熔化状态,然后在压力下形成焊接接头。
电阻焊的基本形式有:点焊、对焊、缝焊、凸焊等。
阻焊与其他焊接方法相比较具有许多优点:机械化和自动化程度高,焊接时没有强烈的弧光,烟尘和有害气体少,劳动条件好,因为通电时间短(0.01~10 s),又是局部加热,故热影响区和焊接变形小,而且省去了焊条、氧气、乙炔、焊料、熔剂等,故节省材料,成本低廉,但电阻焊设备复杂,耗电量大,焊前要严格清理工件表面。
点焊选择点焊工艺参数时,通常是根据工件的材料和厚度,并参考该种材料的焊接条件表。首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接式样。经检验熔核直径符合要求后,再在适当的范围内调节电极压力、焊接时问和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
1.点焊基本原理

两圆柱形电极接电源而组成回路,电极内通水冷却。焊件搭接装配后,紧压于两电极之间,然后通以大电流,使焊件接触处局部加热呈熔化状态,断电后在压力作用下凝固形成焊点(熔核),从而将两焊件连接起来,如图上图所示。由于焊接时有分流现象(下图),故两个焊点之间应有一定的距离。

点焊常用的接头形式是搭接接头。在点焊接头设计时,应考虑到施焊方便和加热可靠。敞开接头,可采用标准电极,其工艺性较好;封闭接头须采用特殊电极,故接头工艺性较差。
2.点焊工艺参数的选择
点焊的工艺参数主要有焊接电流、焊接时间、电极力、电极工作面直径等。点焊时采用硬规范工艺参数是指焊接电流大、焊接时间短,其效果是加热速度快、焊接区温度分布陡、加热区窄、接头表面质量好、过热组织少、接头的综合性能好、生产率高。软规范工艺参数是指焊接电流小而焊接时问长,其效果是加热速度慢、焊接区温度分布平缓、塑性区宽、在压力作用下易变形,一般用于焊接工件厚度大、变形网难或易淬火的材料。
3.点焊方式及其选用
点焊方法很多,按供电方向和在一个焊接循环中所能形成焊点数,可分为:双面单点焊、单面双点焊、双面多点焊等。其中双面单点焊焊接质量高,应优先选用。单面双点:悍生产率高,适合大型、移动困难的工件。双面多点焊适于大批量生产。
对焊对焊是将两个被焊工件置于焊机两夹具内夹紧,利用电流通过两个被焊工件和接触面时产生的电阻热,将焊件加热至塑性状态,再连续或断续地加压,使两焊件沿整个接触面连接起来的焊接方法。
根据操作方法的不同,对焊又分为电阻对焊、闪光对焊、滚对焊等。
1.电阻对焊
电阻对焊是先将两个焊件用夹具夹紧,并加压使焊件端面紧密接触,然后通以很大的电流,在电阻热的作用下,焊件接触部分被加热到塑性状态,断电的同时加压,使接触部分产生一定的塑性变形,从而把两焊件牢固地连接起来,见下图。

电阻对焊的优点是操作简单,焊后接头外形光洁整齐;缺点是内部质量不高,焊前对焊件表面清理要求较高,否则就会造成加热不均匀或接头中残留杂质等缺陷,焊接的质量更差,接头的强度较低、冲击韧性差,且焊机功率要求大。
电阻对焊一般适用于焊接简单的截面(圆形、方形)及截面直径(或边长)小于20mm的低碳钢棒料、管子以及强度要求不高的工件,也适用于焊接直径8 mm以下的有色金属棒料和管子。
2.闪光对焊
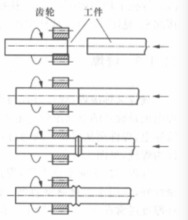
施焊时,先通电,然后焊件相互靠近。由于工件端面不平,在端面的接触过程中,火花爆出,形成闪光(见下图),接触处加热熔化,待端面达到全部熔化时,即以极快的速度加压,最后形成牢固的接头。闪光对焊的过程基本上由闪光和随后的顶锻两个阶段组成。

闪光对焊是对焊的主要形式,其主要优点是,焊前对施焊表面要求不高,接头中氧化物与夹渣较少,接头质量较高。但焊后接头表面不光,留有毛刺,金属消耗较多,工件尺寸需留较大余量。
闪光对焊适用于各种棒料、带料、管料的焊接,可焊截面小到0.01mm的金属丝,和大到数百平方厘米的金属棒或金属板,广泛用于钢筋、钢轨、刀具、钻杆、锚链、导线等焊接,也可用于异种金属的焊接。
3.滚对焊
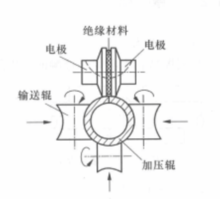
工业上常用滚对焊生产有缝钢管,首先将板条在成形机上弯曲成圆形管坯,并将管坯置于滚对焊机上均匀加压,当管坯接触处缝隙经过一对滚动电极时,利用接触处的电阻热将管坯焊接起来,见下图。此法生产钢管可连续进行,比其他焊接方法质量好、效率高。
缝焊缝焊又称滚焊,焊接过程与点焊相似,相当于连续点焊。缝焊电极是旋转的盘状滚轮。缝焊时,电极滚轮紧压焊件,配合断续通电,焊件则从滚轮之间通过,于是接触面上形成连续的焊点即为焊缝,见下图。

缝焊工件表面平整光滑,焊点重叠50%以上,故气密性、水密性好,常用来焊接薄壁容器,如汽车油箱等。因分流严重,焊件厚度通常在2~3mm以下。在化工、汽车、飞机制造等工业中应用广泛。
凸焊在一个焊件的焊接处先加工出凸起点,这些凸起点在焊接时,和另一焊件紧密接触,通电后,凸起点被加热,压塌后,形成焊点,见下图。
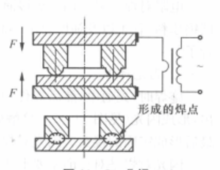
由于凸起点接触提高了凸焊时焊点的压力,并使接触电流比较集中,所以凸焊可以焊接厚度相差较大的工件。多点凸焊可以提高生产率,并且焊点的距离可以设计得比较近。
凸焊适用于大量生产和焊接厚度相差较大的工件,如飞机的孔盖、加强板、晶体管的管壳等。3
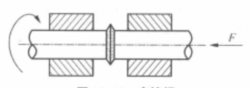
摩擦焊摩擦焊原理摩擦焊是利用两焊件接触面产生的摩擦热为热源,将焊件接触处局部加热至塑性状态,然后迅速停止运动,并施以顶锻的轴向力,从而把两焊件牢固地连接在一起,见下图。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上、下料装置、去飞边装置和参数自动监控系统。
摩擦焊分类摩擦焊可分为连续驱动摩擦焊和惯性摩擦焊两种。
连续驱动摩擦焊:由电动机带动一个工件旋转,同时把另一工件压向旋转工件,使其接触面相互摩擦产生热量和一定塑性变形,然后停止旋转,同时施加顶锻压力完成焊接(下图)。焊接质量与转速、摩擦时间、摩擦压力、顶锻压力和工件顶锻变形量有关。
惯性摩擦焊:由电动机驱动飞轮达到要求的转速,然后把一个工件压向夹持在飞轮轴上的转动工件,工件间的摩擦阻力使飞轮减速,并将飞轮的动能转换成焊接所需的热能(下图)。焊接质量与飞轮惯性矩、转速和顶锻力有关。

摩擦焊的特点与应用摩擦焊的接头组织致密,接头杂质、氧化皮被挤出,不易产生气孔、夹渣,尺寸精确,生产率高,劳动条件好且设备简单,焊接金属广泛,尤其是可焊接性能差别大的异种金属。
摩擦焊技术的主要优点归结为如下几个方面。
1.接头质量好且稳定。焊接过程由机器控制,参数设定后容易监控,重复性好,不依赖于操作人员的技术水平和工作态度。焊接过程不发生熔化,属固相热压焊,接头为缎造组织,因此焊缝不会出现气孔、偏析和夹杂、裂纹等铸造组织的结晶缺陷,焊接接头强度远大于熔焊、钎焊的强度,达到甚至超过母材的强度。
2.效率高。对焊件准备通常要求不高,焊接设备容易自动化,可在流水线上生产,每件焊接时间以秒计,一般只需零点几秒至几十秒,是其他焊接方法如熔焊、钎焊不能相比的。
3.节能、节材、低耗。所需功率仅及传统焊接工艺的1/5~1/15,不需焊条、焊剂、钎料、保护气体,不需填加金属,也不需消耗电极。
4.焊接性好。特别适合异种材料的焊接,与其他焊接方法相比,摩擦焊有得天独厚的优势,如钢和紫铜、钢和铝、钢和黄铜等等。
5.环保,无污染。焊接过程不产生烟尘或有害气体,不产生飞溅,没有弧光和火花,没有放射线。
由于以上这些优点,摩擦焊技术被誉为未来的绿色焊接技术,在生产中应用较广,可用于锅炉制造中的各种管予、管子和法兰的焊接,建筑工业的钢筋焊接,也可用于铜铝导线的对接以及刀具的制造等。不适于焊接非圆截面工件、盘状及薄壁管件,焊机一次性投资较大。3
冷压焊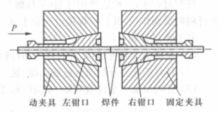
冷压焊是在没有外加热源的条件下,仅施加很大压力使焊件金属局部产生相当大的塑性变形,把接头问的氧化膜和其他杂质挤出,使接触处的金属产生原子结合,形成牢固的接头,见上图。
加压变形时,工件接触面的氧化膜被破坏并被挤出,能净化焊接接头。所加压力一般要高于材料的屈服强度。以产生60%~90%的变形量。加压方式可以缓慢挤压、滚压或加冲击力,也可以分几次加压达到所需的变形量。
冷压焊无热影响区,金属的性能均匀一致,焊接质量稳定,设备简单,便于操作,生产率高,容易实现自动化。其缺点是:焊件的局部变形量大,焊接大截面焊件时所需焊机的吨位较大。
冷压焊的工件一般是塑性金属,如铝、铜、镉、镍和银等。冷压焊有搭接点焊和对接焊两种。搭接点焊前_丁件表面须经机械加工,或用钢丝刷(轮)或溶剂仔细清理,对接焊时表面清理要求不太严格。
冷压焊设备只需一台挤压机,包括压膜和夹持钳口,也可用手动夹具焊接小工件。冷压焊时工件不必加热,因而适于焊接不允许有温升的工件和加热时会引起软化的材料,也适用于易产生脆性化合物的异种金属连接。冷压焊所需设备简单,工艺简便,劳动条件好。但冷压焊所需挤压力较大,搭接焊后工件表面有较深的压坑,因而在一定程度上限制了它的应用范围。
冷压焊已应用于电容器外壳的封装、电气工业中铝铜过渡接头、导电母线、引出线、铝制日用品和包装带的焊接等。铝与铝对接可焊截面达1500mm2,铝与铜对接可焊截面达1000mm2。可焊接同种材料,也可以焊接异种材料,铜、铝、铅、锡、锌、镍、钛等金属均可冷压焊。与闪光对焊、摩擦焊相比,冷压焊更适合于电气安装焊接,广泛用于铝与铝、铜与铜、铝与铜的焊接。3
超声波焊接超声波的振动频率一般在20000Hz以上,超声波焊就是将焊件置于上、下声极之问,并在两焊件的连接处预加一定的静压力,然后利用声极的超声振动,使接触面上的原子加速扩散而连接焊件。声极头的超声振动是利用换能器(常用的是磁致伸缩换能器)将超声频的交流电转换为机械振动波,并通过变幅杆传递到上、下声级的施焊处,使声极端面能作一定振幅的超声频机械振动,焊接时常采用的频率为20~45kHz左右。
由于超声波焊接时焊件上没有电流通过,所以焊件不受高温的影响,焊点和热影响区的组织与性能变化极小,焊接应力和变形也小,可以焊接各种金属箔、金属丝以及厚薄相差悬殊的零件,也可焊接非金属材料及高导电性、高导热性的轻金属及其合金,常用于电子、仪表、原子能等工业中。3

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国