

工作原理
旋转锻造又称径向锻造,是长轴类轧件成形工艺。其工作原理如图1所示,工件径向对称布置两个以上的锤头,它以高频率的径向往复运动打击工件,工件作旋转与轴向移动,在锤头的打击下工件实现径向压缩、长度延伸变形。旋转锻造由于是打击成形,不同于轧制连续成形,但它又不同于传统的锻造成形,它打击的次数非常多,而每次打击的面很类似轧制,所以人们还是把它归于轧制成形中。
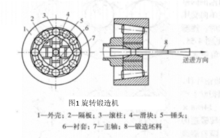
如上图所示,在固定不动的鼓轮1与心轴6之间,装配有用保持器3同定位置而成偶数的圆柱滚子7。锻模4与调节垫板5都固定在滑块2上,将它们嵌入心轴端部的径向滑槽中,并可以随着心轴同时旋转。当心轴作旋转运动时,由于离心力的作用,使得滑块与锻模沿着滑槽向外运动处于张开状态。
当心轴带着滑块旋转到与滚子相接触的位置时,便迫使滑块带着锻模向中心运动,以打击胚料8使之产生压缩变形。在全工艺过程中,锻模对锻件的打击是连续不断的。
特点及应用旋转锻造兼有脉冲加载和多向锻打两个特点,这有利于金属均匀变形和提高塑性。因此此工艺不仅适用于一般钢材,而且也适用于高强度低塑性的高合金,尤其难熔金属如钨、钼、铌等及其合金的开坯和锻造。旋转锻造具有锻件质量高、尺寸精度高、生产效率高和自动化程度高等特点。旋转锻造的锻件尺寸范围较广,但其设备结构复杂,专用性强。
旋转锻造广泛应用于汽车、拖拉机、机床、机车等各种机器的台阶轴生产,包括直角台阶与带锥度的轴类件;带台阶的空心轴及内壁异形材;各种气瓶、炮弹壳的收口等。
旋锻兼有脉冲加载和多向锻打两个特点,打击频率很高,可达每分钟180~1700次,摩擦力小,金属变形均匀。由于采用多锤头锻打,使金属在三向压应力下变形,有利于金属塑性的提高。旋锻不仅适用与一般塑性较好的金属材料钢材,也适用于高强度低塑性材料,尤其是被广泛用于锻造塑性小的高温难熔粉末烧结材料和拉拔粘膜严重的钨、钼、钽、铌、锆、铪等稀有金属,以及铝管包覆铝镍粉末之类强度极低的喷涂材料。
工艺参数旋转锻造主要工艺参数除变形程度、变形温度外,还有毛坯转速、径向进给速度、轴向送进速度和径向压下量等。热锻时坯料的加热温度比其他模锻工艺低50~150℃。旋转锻造时毛坯随夹头旋转而旋转,所以毛坯在锻打时的转速实际是夹头的转速。进锤速度指单位时间内锤头在毛坯径向送进量,又称径向进给速度。轴向送进速度指单位时间夹头移动的距离。轴向送进速度越大,生产率越高,但工件表面质量下降。径向压下量指锤头一次打击中毛坯径向尺寸的减缩量。
分类与锻造过程旋转锻造按其锻造温度可分为冷锻、温锻和热锻3种。空心件的锻造可分为无芯棒锻造和有芯棒锻造。
旋转锻造过程可分为逐级锻造和连续锻造。前者可在径向送进不可调节的锻机上进行,锻件的外形由闭合状锤头来保证。目前广泛采用的是连续锻造。它是在径向送进量可调的锻机上进行的,锻件的外形由改变锤头锻打的行程和毛坯的轴向送进量来保证。这种方法适用于锻造截面较大、长度较长的多台阶锻件。2
锻打方式旋转锻造的锻打方式按夹头相对于锤头的运动方向不同分为推打和拉打两种。毛坯拉打变形时,夹头逐渐远离锤头;推打变形时,夹头则逐渐靠近锤头。旋转锻造的工具主要有锤头、夹头和芯棒等。机械仿形锻机上还有仿形板。
锻造设备旋转锻造设备有轮转锻机(滚柱式旋转锻机)和径向精密锻(轴)机两类。轮转锻机有滚柱圈固定而主轴旋转式和主轴固定而滚柱圈旋转式等形式,但多为前者。径向精密锻(轴)机可分为立式和卧式两种。立式精密锻机锻造时,锻件沿着垂直方向送进,锤头在水平方向对工件进行锤击。卧式精锻机锻造时,锻件沿水平方向送进,易实现自动上下料并适于锻造长轴类件。目前多采用卧式精锻机。
一台或两台精锻机可同多机架型钢连轧机配合用于合金钢锻轧结合的连锻连轧加工线上,用90~130mm连铸方坯生产φ28~70mm的圆钢。
旋锻设备基本上可分为两种:锻模旋转式和锻模不旋转式。从坯料的温度又可将旋锻机分为热旋锻机和冷旋锻机两种。锻模旋转式的旋锻机,主要用于锻打直径150 mm以下的棒料和320 mm以下的管料。锻模不旋转式的旋锻机,由于锻模只在主轴槽中往复运动来锻压制件,因此,它不仅可以锻制对称断面的制品,而且还可以锻制不对称断面的制品。
径向精密锻造机也是一种锻模不旋转的旋锻机,锤头由曲拐连杆机构驱动,通过调整曲拐的偏心距离可以精确控制锻件的尺寸。在径向精锻机上可以锻造直径400 mm的实心轴和600mm的空心轴,长度可达6 m。采用径向精锻可以制造各种实心台阶轴、锥形轴、空心轴、带膛线的枪管和炮管、深孑L螺母以及各种薄壁筒形件的缩口和缩径等。按旋锻机丁作机构的运动型式分为3类:
(1)心轴式旋锻机
该类机器的心轴作旋转运动,而在其端面滑槽中的滑块与锻模丁:作部件,则是周期性地对锻件打击使之产生塑性变形。
(2)轮圈式旋锻机
该类机器借助于围绕着不动的心轴作旋转运动的鼓轮与套环等1:作部件,推动滑块带着锻模对锻件打击。
(3)滚筒式旋锻机
该类机器借助于分别从两端传动,并作相反方向旋转的内、外心轴,通过滚子等从而推动滑块与锻模对锻件打击。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国