

简史
1884年曼内斯曼兄弟提出了用周期轧制法生产无缝钢管的设想,1891年获得专利。 1892年试验并成功地轧出了第一根钢管,但因该周期轧管机未考虑芯棒的复位和机械化运送,仍不能投入工业化生产。 直到1896年解决了机械化运送芯棒,1900年解决了芯棒复位问题之后,于1912年起在欧洲开创了世界上第一使用真正工业化方式生产无缝钢管的时代。 周期轧管工艺的演变过程 周期轧管机组是世界上第一代无缝钢管轧管机组。早期的周期轧管机组仅包含穿孔加轧管两个基本工序。
1936年卡尔梅斯对周期轧管工艺进行了重大改造,即波浪多角形钢锭+水压(机械)冲孔+延伸+周期轧制+定径。但增加了二次再加热的火次,周期轧管工艺就进入第二代,也就是目前得到广泛使用的典型的周期轧管工艺。
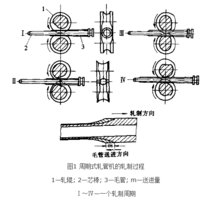
工作原理周期式轧管机轧辊轧槽的深度在整个圆周上由深向浅变化,即两个轧辊构成的孔型由大向小变化,从而实现管壁轧薄和管材延伸。轧辊旋转一周时孔型完成一个变化周期。毛管在一个周期内送进一个送进量(m)而后被反向轧回,如此周而复始地完成轧管延伸。轧管过程如图1所示。位置Ⅰ表示轧制开始前借喂料器向孔型中送进毛管(同芯棒一起,送进一个送进量m),同时绕管轴转90°。位置Ⅱ为轧槽开始接触毛管实现咬入毛管。位置Ⅲ为反向轧制送进部分的金属(m)。位置Ⅳ为最后展轧和研磨管子表面,这在孔型定径区(研磨区)中进行。从咬入开始到展轧和研磨完毕为一个轧制周期,在这个周期中毛管和芯棒一起向后移动,当轧辊重新转到位置Ⅰ时又开始新的轧制周期,如此反复直到整个毛管轧完。
周期式轧管机轧制钢管的直径和壁厚较大,最大直径可达609.6mm,壁厚可达100mm。图2所示是周期式轧管机轧管的直径和壁厚范围同连续轧管机轧管的比较。
周期式轧管机以往多使用钢锭经压力穿孔穿成的毛管进行轧制。中国周期式轧管机组已采用连铸圆坯经二辊斜轧穿孔生产毛管供周期式轧管机轧管。1
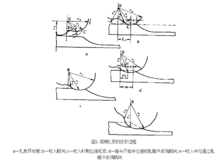
周期式轧管的变形过程在变形开始前(图2a)弧AC的轧辊表面几乎平行于毛管的母线。当旋转到某一角度后,轧辊和毛管在C点接触,C点相当于咬入瞬间(图2b),这一点的轧辊半径称咬入半径rc,它大于轧辊工作部分的最小半径ro。在ro和rn(轧辊工作部分最大半径)之间所有点和毛管的接触都较C点晚。在ro旋到两辊中点线之前,靠轧辊表面压缩毛管壁厚(图2c),这时的变形过程类似在旋转摆动锤下的变形。当ro旋转到中线位置后(图2d)壁厚的减薄靠连续增大(在rn之内)轧辊半径来实现,这一阶段变形类似于纵轧的变形过程。
当rn旋转到轧辊中点线,轧制就进入了定径过程。由于定径区内轧辊半径是不变的,从这时不再有大的变形,轧辊主要起定径和研磨作用,以改善管子的尺寸精度和表面质量。
孔型空轧部分再开始转到轧辊中心连线处时,又将毛管向轧辊送进一个送进量m,重新实现咬入和重复下一个轧制周期。2
周期式轧管机特点周期轧管机是基于把钢管轧制中各道次变形分阶段集中在同一轧槽中的设想而设计的。 周期式分段轧制工艺,轧辊的旋转方向与毛管前进方向恰好相反,是不多见的返向轧制工艺。周期式轧管机把所有圆孔型集中在一对轧辊的梨型孔型中,上下轧辊上对称地刻有变断面的轧槽(即可变孔型),若把其孔型的横断面剖开来看,就是许多连续不断的圆孔型,就像纵向连轧管机组孔型一样。
周期式轧管机的轧管孔型接触金属时,其管径逐渐减少,壁厚减薄一次完成。当轧辊旋转一周时管坯就通过轧槽实现锻轧、精轧、定径等工序而成管子。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国