

简介
在阳极溶解过程中,电极电位愈正,金属的溶解速率愈大。但电位增至一定值后,溶解速率减小,即电极电流密度超过某一临界值,便出现电极电位的突跃,这种现象称为阳极钝化。硬质合金废料电解过程,由于电流密度超过某一临界值,电流会消耗在进行某些新的电极过程,如O2、Cl2的析出,使硬质合金中的钴溶解过程减慢,甚至停止溶解,出现钝化。产生钝化原因可能在合金表面上有新的成相层,如氧化物薄膜或某些金属盐的固相薄膜,它使金属面与溶液机械隔开而使合金钝化;或在合金表面或部分表面上生成氧或含氧粒子的吸附层,大大降低电化学反应的速度。要使钝化的硬质合金活化,就要创造破坏钝化层的条件。加入某些活性离子、改变溶液的pH值、控制好电化学溶解工艺条件等,避免阳极析出O2和Cl2而使合金氧化。
在电解过程中,电解速度不仅与废硬质合金牌号有关,还与废硬质合金装料松紧程度、阳极接触面积及电解质导电性有关。为提高电解速度,在装料时,要细心的将其紧密接触,电解过程中还要经常用一塑料棒捣实,增加导电性,提高电流密度。为增大阳极接触面积,采用经常清筐,使电解过程中破裂下来的WC片及时去除,避免影响导电性。2
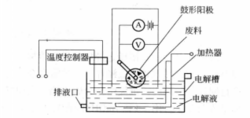
解决措施为了解决硬质合金废料电解过程的阳极钝化问题,在实践中有些厂家发现,以较大的电流密度来避免阳极钝化,适当提高电介质的温度有助于单位电流密度的增加,从而提高电流效率。许多厂家还设计了动态电解的装置,常用的有旋转鼓型阳极。在阳极不断地旋转中,疏松的碳化钨在不停地运动冲击下剥落并被撞击形成细碎的颗粒掉入溶液中,新鲜表面暴露出来,旋转撞击的摩擦破坏了合金表面的氧化膜,大大加快了废料的电解过程。转鼓型电解装置的示意图如下图所示。
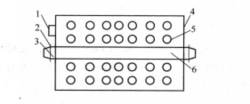
硬质合金废料放人阳极鼓内与钽箔接触构成阳极,在其一端连接一小马达使其以不同的速度旋转,不锈钢板作阴极,将阴、阳极置于方型塑料电解槽内,接通电源,其电解装置连接图见下图。
金属钝化金属表面状态发生变化,使它具有贵金属的低腐蚀速率和正电极电势增高等特征的过程。金属与周围介质自发地进行化学作用而产生的金属钝化称为化学钝化或自钝化作用 。通常强氧化剂(浓HNO3、KMnO4、K2Cr2O7、HClO3 等)可使金属钝化。
钝化后的金属失去原有的某些特性,若金属通过电化学阳极极化引起钝化称为阳极钝化 。金属钝化主要理论为:①吸附理论。认为在金属表面上生成氧或含氧离子表面吸附层。②成相膜理论。认为在金属表面上生成致密的覆盖性良好的氧化膜,其厚度约为 10-10~10-9 米。吸附层或氧化膜都是把金属和溶液隔开,降低金属的腐蚀速率,使金属成为钝态。
阳极极化曲线示意图下图是用控制电势法测得的具有活化—钝化行为的金属,如不锈钢的阳极极化曲线示意图。
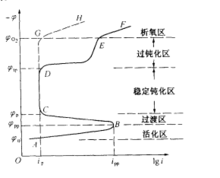
它揭示了金属活化、钝化的各特性点和特征区。由图可知,从金属的开路电势 0起,随着电势逐渐升高,电流迅速增大,在D点达到最大值。电势继续升高,电流却开始大幅度下降,到达C点后,电流保持一个很小的数值,而且在CD电势范围内电势急剧增加,电流几乎不随电势而改变。超过D点后,电流又随电势升高而增大。因此,可将此阳极极化曲线划分成几个不同的区段:
0起,随着电势逐渐升高,电流迅速增大,在D点达到最大值。电势继续升高,电流却开始大幅度下降,到达C点后,电流保持一个很小的数值,而且在CD电势范围内电势急剧增加,电流几乎不随电势而改变。超过D点后,电流又随电势升高而增大。因此,可将此阳极极化曲线划分成几个不同的区段:
1、活性溶解区AB段金属进行正常的阳极溶解,溶解速度受活化极化控制,其中直线部分为Tafel直线。
2、活化—钝化过渡区BC段
点B对应的电势称为初始钝化电势 pp(Primary PassivePotential),也叫致钝电势。点B对应的临界电流密度称为致钝电流密度,用ipp表示。因为一旦电流密度超过ipp,电势大于
pp(Primary PassivePotential),也叫致钝电势。点B对应的临界电流密度称为致钝电流密度,用ipp表示。因为一旦电流密度超过ipp,电势大于 pp,金属就开始钝化,此时电流密度急剧降低。但BC段为活化—钝化过渡区,在此电势区间,金属表面状态发生急剧变化,并处于不稳定状态。
pp,金属就开始钝化,此时电流密度急剧降低。但BC段为活化—钝化过渡区,在此电势区间,金属表面状态发生急剧变化,并处于不稳定状态。
3、稳定钝化区CD
当电势达到C点后,金属转入完全钝态,通常把这点的电势称为初始稳态钝化电势甲 p。CD电势范围内的电流密度通常很小,在μA/cm-2数量级,而且几乎不随电势变化。这一微小的电流密度称为维钝电流密度ip。维钝电流密度很小,反映了金属在钝态下的溶解速度很小。
p。CD电势范围内的电流密度通常很小,在μA/cm-2数量级,而且几乎不随电势变化。这一微小的电流密度称为维钝电流密度ip。维钝电流密度很小,反映了金属在钝态下的溶解速度很小。
4、过钝化区DE段
电势超过D点后电流密度又开始增大。D点的电势称为过钝化电势 tp(Tmnspassive Potential)。此电势区段电流密度又增大了,通常是由于形成了可溶性的高价金属离子,如不锈钢在此区段因有高价铬离子形成,引起钝化膜的破坏,使金属又发生了腐蚀。
tp(Tmnspassive Potential)。此电势区段电流密度又增大了,通常是由于形成了可溶性的高价金属离子,如不锈钢在此区段因有高价铬离子形成,引起钝化膜的破坏,使金属又发生了腐蚀。
5、氧析出区EF段
当达到氧的析出电势后,电流密度增大,这是由于氧的析出反应造成的。对于某些体系,不存在DE过钝化区,直接达到EF析氧区。
由此可见,通过控制电势法测得的阳极极化曲线,可显示出金属是否具有钝化行为以及钝化性能的好坏。可以测定各钝化特征参数及稳定钝化电势范围等。同时还可用来评定不同金属材料的钝化性能,以及不同合金元素或介质成分对钝化行为的影响。3

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国