

简介
熔保炉组常用于有色金属板坯、铸锭等原料的生产,是有色金属加工重要的头部环节。熔保炉组生产线烟气通过车间外砖囱高空排放。烟囱高度55m,系设备生产厂家根据环保标准及炉压控制两方面原因设定。砖烟囱设计温度为400℃,但由于实际工作中烟气温度超过400℃,经过一段时间的运行,烟囱出现了竖向裂缝,车间被迫停产。需要对炉子排烟系统的改造工作。
重新建设一个耐温足够高的烟囱是彻底解决问题的最好方法,但经过现场勘察,发现烟囱的基础较深,基础附近还有其他的生产辅助设施,如果完全按新建烟囱实施,须将基础挖出后重新施工,势必会影响其他设施,施工量大,施工周期长。随后提出采取混冷风的方法,在烟囱不做改造的前提下,保证烟气温度不超过烟囱的耐温极限。而经过校核,烟囱的耐温极限只能维持在350℃,如果按这种温度设计混风量,混风量比较大,造成烟囱内流速过快,同时由于烟囱内烟气温度降低,将使烟囱产生的抽力减小很多,这个减小的量是否过大,会不会影响到炉压的控制。而如果将烟囱内部隔热材料取出,换成隔热性能更好的材料,并在烟囱外部采取加固措施,可以使烟囱的耐温性能有较大的提高,经计算,改造后烟囱耐温将提高到650℃左右,以这个温度为基准计算所得的混风量大大减少,运行费用降低,可以满足生产需要。这种方案虽然不如第一种可靠性高,但成本低,施工周期短1。
烟囱烟气状态分析如想准确计算混风量,将烟气温度控制在合理的范围内,必须搞清楚炉子的工作状态及各状态下的烟气温度。下面,根据图1说明:
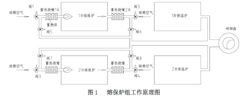
为提高炉窑的热效率,熔炼炉采用蓄热式烧嘴,当1#烧嘴工作时,助燃空气经烧嘴内处于高温状态的蓄热体加热,再进入炉体燃烧。燃烧废气经2#蓄热烧嘴排出炉体,高温烟气加热烧嘴内处于冷却状态的蓄热体,待蓄热体温度达到设定值以后,1、2#烧嘴交换工作状态,如此循环往复。这样不仅能够使燃烧废气中的能量得到回收,同时可以使熔炼炉废气温度维持在280℃。阀1~8均用做烧嘴工作状态的切换。但当蓄热体损坏时,燃烧系统的能力依然可以保证熔炼炉正常生产,但此时熔炼炉烟气温度很高。保温炉由于没有热回收装置,排烟温度很高。各炉子的烟气量均可以根据工艺条件的变化,做相应的调节。由此可以看出熔保炉组的烟气状态及烟气量变化很多。各炉子排放的烟气汇集到烟囱后排放。根据经验及计算,各炉子只有在以下四种工况下,才可能产生温度超过630℃的高温烟气,四种状态分别为:
① 熔炼炉处于不正常工作(蓄热体不工作),另一台熔炼炉处于正常工作,两台保温炉正常工作;
② 一台熔炼炉处于不正常工作(蓄热体不工作),另一台熔炼炉处于正常工作,两台保温炉烧嘴火焰最小(可以忽略不计);
③ 一台熔炼炉处于保温阶段(主烟道不工作,设备依靠辅助烟道排气),另三台炉子处于最大烟气量;
④ 两台熔炼炉处于保温阶段(主烟道不工作,设备依靠辅助烟道排气),保温炉处于最大烟气量。
混风量的变化是比较大的,这给风量调节带来不利影响。经和甲方慎重商量后,甲方认为蓄热体损坏的可能性较小,而且在没有蓄热体的情况下工作,生产效益也受影响。可以考虑在蓄热体损坏后,炉子停炉,换上备件再恢复生产,故状态1、2 可以排除。而3、4 状态在运行中所占的比例是比较小的。在炉子工作的大多数时间里,例如四台炉子同时正常工作,或熔炼炉以最大能力工作时,烟气混合后温度均不超过400℃,混风风机不需要启动2。
烟囱混风系统设计在设计之初,为防止混风方案不合理造成排烟压力变化超出炉子本体调控的范围,影响炉子生产, 确定了以下设计的原则:烟囱中的烟气温度最低不低于300℃,最高不超过630 ℃。烟气量最多不超过四台炉子同时以最大能力工作产生的烟气量。很明显,这样的约定是偏安全的。
炉子工作时,根据来料温度及所处的工艺阶段不同,烟气温度、烟气量变化很大,实际中,烟气温度波动在800℃~1250℃之间,最大烟气量与最小烟气量的比值约为3~4。如此大的变化,必然会引起混风量很大变化。如果仅仅依靠阀门调节,很难实现。为方便调节,风机采用变频控制。
由于从混风点到烟囱温度测量点的距离比较短,而混风为质传热过程,造成的温度变化很快,在采用单台风机混风的情况下,会有如下情况:当仅有单台保温炉工作,烟气温度接近上限后,混风风机启动,此风量可能大于实际需要的混风量,造成烟气温度低于事先约定的温度(略高于最低温度),混风风机须停转。这个过程反复进行,风机频繁启停,系统反复震荡不能,达到一个稳定混风的状态。同时, 状态变化过快,炉压调节很难与之协调,影响工艺生产。为此,设两台混风风机,各风机与保温炉炉门开启电机联锁,为一一对应关系,当测量的温度超过设定温度后,对应的风机启动,强制相应风机从30Hz 启动,并保持一段时间,待混风达到一个初步稳定状态后,再由控制系统进行下一步风量调节, 有利于系统较快达到平衡状态。而风机的运行频率按烟气温度设定,使风机易于调节。 为确保温度传感器能有效工作,在炉子控制台上设报警器,传感器断路后报警,便于生产人员及时维护3。
总结由于熔保炉组烟气的真实情况十分复杂,为使一旦出现设计与实际生产情况不符时,生产还能继续进行,在控制系统设计时,考虑了手动控制与自动控制的切换。短期内可以进行手动控制,摸清实际的工艺参数后,再对设定值(如风机启动温度、风机停止温度、风机启动频率等)作出符合实际的修改,转入自动工作状态1。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国