

简介
非球面透镜在聚光系统中的应用日趋普遍,通常聚光系统没有理想成象的要求,非球面聚光透镜就其加工精度而言是属于低等的。因此,对这类非球面透镜加工工艺考虑的重点应放在简化加工工序和提高工效上1。
非球面聚光透镜特点1.其中一个面的各处的曲率半径随离光轴的高度而变化,从而实现最小球差。另一面是凸面或平面。
2.此类透镜可以实现球面透镜做不到的短焦距聚光。
3.一般采用B270-超白玻璃压制而成,从而方便地实现不易研磨的复杂表面的制造。
4.此类透镜的设计条件为无限远共轭,设计波长为587.6nm2。
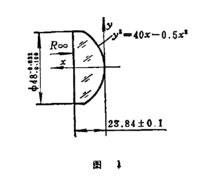
加工工艺非球面聚光透镜如图1,从加工方便考虑,我们采用由中心向0.7带逐渐多磨的方法。最大非球面度在0.7带。
具体工艺(非球面部分)如下:
1.铣磨
将非球面铣磨成最接近球面,控制厚度。
2.单件刚性上盘
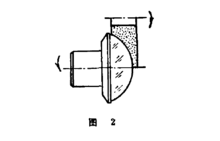
3.粗磨
由于最大非球面度为0.65 mm,直接转入精磨会因加工余量太大而降低效率,因此先采用成型砂轮进行粗磨加工,如图2。砂轮选用白刚玉,硬度中软。砂轮面形和非球面粗磨后的面形由金属样板保证。
4.精磨
采用全形样板工具。因为非球面进行了粗磨加工,加工余量减小,精磨容易保证精度而且工效提高。精磨时机床主轴摆动要求控制在0.02 mm以内。
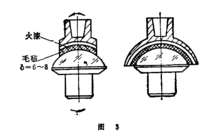
5.抛光
采用半全面抛光模具进行抛光。如图3,零件作旋转运动,抛光模具作小幅度的左右摆动。非球面的中心部分采用如图4的弧形抛光轮进行抛光。

6.下盘、清洗
7.检验2
总结采用上述工艺非球面聚光透镜进行批量加工,质量稳定,效率较高(每个工作日可完成15块),工艺实施也比较简便,适合条件较差的工厂采用。曾经用同样的工艺方法对另外三种非球面聚光透镜进行加工亦收到满意的效果3。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国