

全面腐蚀简介
金属腐蚀可分为全面腐蚀与局部腐蚀两大类。
从工程技术上看,全面腐蚀相对局部腐蚀其危险性小些,而局部腐蚀危险极大。往往在没有什么预兆的情况下,金属构件就突然发生断裂,甚至造成严重的事故。
从各类腐蚀失效事故统计来看:全面腐蚀占17.8%,局部腐蚀占82.2%。其中应力腐蚀断裂为38%,点蚀为25%,缝隙腐蚀为2.2%,晶间腐蚀为11.5%,选择腐蚀为2%,焊缝腐蚀为0.4%,磨蚀等其他腐蚀形式为3.1%。可见局部腐蚀的严重性。
局部腐蚀的类型很多,主要有点蚀(孔蚀)、缝隙腐蚀、晶间腐蚀、选择腐蚀、应力腐蚀、腐蚀疲劳、湍流腐蚀等。
全面腐蚀是最常见的腐蚀形态,其特征是腐蚀分布于整个金属表面。均匀腐蚀的结果造成金属大范围全面减薄以致被破坏,不能再继续使用。在均匀腐蚀中化学或电化学反应发生于全部暴露的表面或绝大部分的表面上,各处的腐蚀速度基本相同。它的电化学过程是腐蚀原电池的微阳极与微阴极的位置是变换不定的,阳极和阴极没有空间和时间差别,整个金属表面在溶液中都处于活性状态,金属表面各处只有能量随时间起伏变化,能量高处为阳极,低处为阴极。因此,金属在均匀腐蚀下整个表面处于同一个电极电位下。
按腐蚀的均匀程度可将全面腐蚀分为均匀腐蚀和不均匀的全面腐蚀。在金属的材质和腐蚀环境都较均匀时,腐蚀在整体表面上大体相同,表现出均匀腐蚀。由于发生在金属整个表面上,从腐蚀量看,这类腐蚀并不可怕,只要经过简单的挂片试验,就可准确地预计金属结构或设备的使用寿命,在设计时就可选用合适的材料,采用覆盖涂层,缓蚀剂,阴极保护或适当增加设备材料的厚度。这些方法可单独使用,也可联合使用。1
全面腐蚀速度及耐蚀标准对于金属腐蚀,人们最关心的是腐蚀速度。只有知道准确的腐蚀速度,才能选择合理的防蚀措施及为结构设计提供依据。全面腐蚀速度也称均匀腐蚀速度,常用的表示方法有重量法和深度法。
重量法重量法是用试样在腐蚀前后重量的变化(单位面积、单位时间内的失重或增重)表示腐蚀速度的方法。其表达式为:


式中,W0-试样原始重量,g;
W1-未清除腐蚀产物的试样重量,g;
W2-清除腐蚀产物的试样重量,g;
V±-分别代表增重、失重,g。
用重量法计算的腐蚀速度只表示平均腐蚀速度,即是均匀腐蚀速度。
深度法用重量法表示腐蚀速度很难直观知道腐蚀深度,如制造农药的反应釜的腐蚀速度用腐蚀深度表示就非常方便。这种方法适合密度不同的金属,可用下式计算:

式中,B-按深度计算的腐蚀速度,mm/a;
V-按重量计算的腐蚀速度,g/(m2·h);
ρ-金属材料的密度,g/cm3。
实际上,上式是将平均腐蚀速度换算成单位时间内的平均腐蚀深度的换算公式。
耐蚀标准对均匀腐蚀的金属材料,判断其耐蚀程度及选择耐蚀材料,一般采用深度指标。下表列出了金属材料耐蚀性的分类标准。
 ‘
‘
常用腐蚀速度间的换算系数我国以国际单位制作为法定计量单位。下表列出了常用腐蚀速度单位的换算系数。2

局部腐蚀与全面腐蚀的比较按腐蚀破坏形态的区别可以将金属材料的腐蚀分为全面腐蚀和局部腐蚀两大类。所谓全面腐蚀(General Corrosion)是指腐蚀发生在整个金属材料的表面,其结果是导致金属材料全面减薄。局部腐蚀(Localized Corrosion)则是指腐蚀破坏集中发生在金属材料表面的特定局部位置,而其余大部分区域腐蚀十分轻微,甚至不发生腐蚀。全面腐蚀和局部腐蚀表现出诸多不同的特点。
全面腐蚀通常是均匀腐蚀(Uniform Corrosion),即金属表面各处的减薄速率相同,但也有时表现为非均匀的腐蚀,后者的破坏性较前者严重。全面腐蚀现象十分普遍,既可能由电化学腐蚀原因引起,例如均相电极(纯金属)或微观复相电极(均匀的合金)在电解质溶液中的自溶解过程,也可能由纯化学腐蚀反应造成,如金属材料在高温下发生的一般氧化现象。人们通常所说的全面腐蚀是特指由电化学腐蚀反应引起的。电化学反应引起的全面腐蚀过程的特点是腐蚀电池的阴、阳极面积都非常微小,且其位置随时间变幻不定,由于整个金属表面在电解质溶液中都处于活化状态,表面各处随时间发生能量起伏,某一时刻为微阳极(高能量状态)的点,另一时刻则可能转变为微阴极(低能量状态),从而导致整个金属表面遭受腐蚀。
全面腐蚀尽管导致金属材料的大量流失,但是由于易于检测和察觉,通常不会造成金属材料设备的突发性失效事故。特别是对于均匀性全面腐蚀,根据较简单的试验所获数据,就可以准确地估算设备的寿命,从而在工程设计时通过预先考虑留出腐蚀裕量的措施,达到防止设备发生过早腐蚀破坏的目的。控制全面腐蚀的技术措施也较为简单,可采取选择合适的材料或涂镀层,缓蚀剂和电化学保护等方法。
局部腐蚀是由于电化学因素的不均匀性形成局部腐蚀原电池导致的金属表面局部集中腐蚀破坏,其阳极区和阴极区一般是截然分开的,可以用肉眼或微观检查方法加以区分和辨别,通常阳极面积比阴极面积小得多。局部腐蚀原电池可由异类金属接触电池,或由介质的浓差电池,或由活化-钝化电池构成;也可以由金属材料本身的组织结构或成分的不均匀性以及应力或温度状态差异所引起。根据形成局部腐蚀电池的原因和腐蚀特点,可将局部腐蚀主要分为电偶腐蚀、点蚀、缝隙腐蚀、晶间腐蚀、选择性腐蚀,以及应力和腐蚀因素共同作用下的腐蚀(如应力腐蚀开裂、氢损伤、腐蚀疲劳、摩耗腐蚀)六种。由于应力作用下的腐蚀破坏具有特殊性,因此人们为了更好地分析这类腐蚀,通常将其从局部腐蚀中单独分立出来进行讨论。
与全面腐蚀相比,局部腐蚀造成的金属材料的质量损失虽然不大,但其危害性却要严重得多,如点蚀能导致容器或管道穿孔而报废,应力腐蚀则会导致构件的承载能力大大降低。另外,局部腐蚀造成的失效事故往往没有先兆,一般为突发性的破坏,通常难以预测,局部腐蚀破坏的控制也较为困难,因此,在工程实际中由于局部腐蚀导致的事故比全面腐蚀多得多。各类腐蚀失效事故事例的调查结果表明,全面腐蚀仅占约20%,其余约80%为局部腐蚀破坏,而局部腐蚀中又以点蚀、缝隙腐蚀、应力腐蚀和腐蚀疲劳形式最为突出。基于这种原因,人们对局部腐蚀的机理、特点、影响因素和控制技术的研究给予了更大的关注。
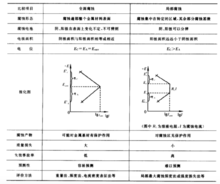
下表总结了电化学因素导致的全面腐蚀和局部腐蚀的主要区别。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国