

尺寸链与封闭环
在零件加工或机器装配过程中最后自然形成(间接获得)的环。一个尺寸链只有一个封闭环。
尺寸链中各组成尺寸首尾相连接形成一个封闭图形。这是尺寸链中的主要特性。
在掌握封闭环的同时,建议先理解尺寸链法。
尺寸链:在机器装配或零件设计和加工过程中,由相互联系且按一定顺序排列形成的封闭尺寸图形组,称为尺寸链。
封闭环:间接保证的尺寸。
组成环:直接保证或已经存在的尺寸,包括增环和减环。
增环:就是其尺寸增大,封闭环尺寸也增大。
减环:就是其尺寸增大,封闭环尺寸就减小。
尺寸链中一定有增环,可以没有减环。
封闭环的特点要想正确地判别出封闭环,首先得抓住封闭环的特点。
间接性所谓封闭环是指零件在加工或装配过程中最后形成的一环,它的大小是由组成环间接保证的。工艺尺寸链中封闭环一个最明显的特征就在于:它不是加工中直接获得或直接控制的,而是通过其它尺寸间接获得的,也就是说封闭环是通过其它工序尺寸的精度而得到保证,具有间接性。
关联性由尺寸链的基本原理可知:

其中T0为封闭环的公差,正为组成环的公差。这个基本关系式说明了封闭环的公差是各个组成环公差的积累或综合,任何一个直接保证的尺寸及其精度的变化,必将影响间接保证的尺寸及其精度,故封闭环是和组成环相关联的,具有关联性。
封闭环的查找在单件小批生产中,零件的尺寸是工人直接试切加工得到的,各个尺寸都可用量具测量的方法直接得到,这时按设计尺寸选择封闭环是毫无实际意义的。但是,在成批及大批大量生产中,为了提高生产率,大多是应用工具、夹具和刀具按调整好的尺寸进行加工的。在这种情况下,工序尺寸的误差积累影响较大,封闭环的尺寸是由组成环的尺寸综合得到的,封闭环的确定将直接影响各个组成环精度的确定。此时,必须要进行工艺尺寸链的尺寸换算,封闭环的查找是其中最关键的一步。
在装配尺寸链中,封闭环的确定很简单,保证装配精度的要求的那个尺寸就是封闭环。而在工艺尺寸链中,封闭环的确定还要考虑到零件的加工方案等许多综合因素的影响。
测量基准与设计基准不重合时封闭环的查找在机械加工过程中,经常会遇到按设计尺寸无法测量的情况,这时只好测量其它尺寸来间接保证设计要求的尺寸,因设计尺寸是最后形成的,这时该设计尺寸就是封闭环。如图1所示零件,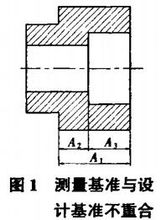 设计尺寸为A1和A2,在加工时不便直接测量出尺寸A2,只有按照容易测量的尺寸A3进行加工,因此。直接得到的是A1和A2尺寸,A3是间接得到的,是封闭环。
设计尺寸为A1和A2,在加工时不便直接测量出尺寸A2,只有按照容易测量的尺寸A3进行加工,因此。直接得到的是A1和A2尺寸,A3是间接得到的,是封闭环。
多尺寸保证时封闭环的查找当几个尺寸有共同的基准时,零件经几次加工后,有多个尺寸需要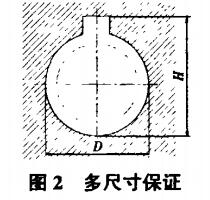 保证,最后只能有一个尺寸是直接控制的尺寸,其它尺寸都是自然形成的。如图2所示是最后要求磨内孔的零件,磨孔时直接测量内孔尺寸D,同时也就间接保证了键槽高度尺寸胃,因此尺寸日就是该尺寸链的封闭环。
保证,最后只能有一个尺寸是直接控制的尺寸,其它尺寸都是自然形成的。如图2所示是最后要求磨内孔的零件,磨孔时直接测量内孔尺寸D,同时也就间接保证了键槽高度尺寸胃,因此尺寸日就是该尺寸链的封闭环。
表面处理时封闭环的查找零件的表面处理一般分为两类:一类是渗入类,如渗氮、渗碳、液体碳氮共渗等;另一类是镀层类,如镀铬、镀锌、镀铜等。对于渗入类表面处理工序的t艺尺寸链计算,一般要解决的问题是:在最终加工前使渗入层控制一定的厚度。再进行最终的加工,以保证在加工后能获得设计要求的渗入层厚度,因直接测量的是加工尺寸,显然,设计要求的渗入层厚度是最后形成的尺寸,是封闭环。至于镀层类表面处理t序的工艺尺寸链封闭环的查找与渗入类不同。因为通常工件表面镀层后不需要再进行加工,镀层厚度是可以通过控制电镀工艺条件来直接获得的,这时,镀层厚度是组成环,而电镀后的尺寸不需要测量,它是最后自然形成的尺寸,是封闭环1。
工艺尺寸链封闭环的确定方法工艺尺寸链的特点工艺尺寸链是以零件原设计尺寸公差和技术要求为前提条件的,不管应用怎样的工艺,采用何种加工方法,都要最终保证设计要求的质量指标。因此工艺尺寸链有如下特点:
(1)工艺尺寸链是由零件的机械加工工艺过程,加工的具体方法所决定的,加工时定位装夹的方式,走刀切削形成表面尺寸的方法,刀具的形状都有可能影响工艺尺寸链的组合关系。
(2)加工时获得尺寸的方法不同,加工尺寸误差的累积关系也不同,所形成工艺尺寸链的关系和形式就不同。加工中,前后工序直接加工时获得尺寸,工序尺寸误差会累积在余量上,不影响被加工尺寸。若有间接获得尺寸时,就要运用工艺尺寸链原理,经过分析计算,确定合理的工序尺寸公差。
(3)工艺尺寸链一般用 极值法进行运算。只有在大批量生产中,工序尺寸公差偏严而感到不经济时,可用概率法进行运算。
(4)工艺尺寸链的封闭环,是由加工过程和加工方法所决定的。
(5)工艺尺寸链的封闭环数值,只有当封闭环为原设计尺寸时,才必须按原设计要求严格保证。若封闭环是未注公差尺寸或是形成余量偏差时,其数值可由工艺人员据生产条件主观确定,没有严格的要求。
(6)工艺尺寸链的组成环,绝大多数情况下是中间工序的工序尺寸,或是对刀调整尺寸及走刀行程尺寸等,其公差数值一般可根据加工方法的经济加工精度查手册或凭经验来大致估计确定。
(7)经工艺链的分析与计算,发现原工艺方案不合理时,可改变工艺方案以改进工艺尺寸链的组成,或用精密的设备与工具,提高某些环的加工精度,由此来保证原设计要求。
工艺尺寸链封闭环的确定依据工序尺寸误差累积规律,单件小批生产中,工人对零件尺寸逐一进行试切加工,各个尺寸都可用通用量具测量的方法直接控制,工人有任意选择加工尺寸和先后顺序的余地。实际生产中,工人总是按图纸已标注的尺寸和公差直接试切加工的,都会严格地保证所要求的尺寸公差,直接获得这个尺寸。在这种情况下,然有选择封闭环的可能性,但是这种尺寸链的关系中,加工前后的两个工序尺寸都是直接获得的,这时前后工序尺寸误差累积在余量上,形成余量偏差。除精密加工外,一般余量略有变化是无所谓的。另外,按图纸标注的尺寸公差直接加工,误差会累积在未标明的尺寸上,这样的尺寸设计时没有要求,误差累积在这个尺寸上作为尺寸链的封闭环是完全合理的。可见,在单件小批生产中,用试切法加工时,按设计尺寸选择封闭环是毫无实际意义的。但是,在成批及大批大量生产中,为提高生产率,大多是应用工具、夹具和刀具按调整好的尺寸进行加工的。这时工序尺寸误差的累积影响较大,尺寸链的分析与应用主要是在这种情况下。
运用调整法。按已调整尺寸来进行加工时,工艺过程和加工方法确定了间接获得尺寸必然有误差累积,这个误差累积的环自然就是尺寸链的封闭环。因此,按调整法,自动控制尺寸加工时,封闭环是由工艺方案确定的2。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国