

非圆齿轮的特性
非圆齿轮可以实现特殊的运动和函数运算,对机构的运动特性很有利,可以提高机构的性能,改善机构的运动条件。
齿廓形成原理如右图所示的一对非圆齿轮,它们的节曲线是 和
和 ,瞬时的节点是P。
,瞬时的节点是P。 非圆齿轮的齿廓可以这样形成:在两节曲线间插入一假想的工具齿条,其节圆是直线,并且和节曲线 、 有相同的节点P。当 、 作纯滚动(此时齿条节线既作平移,还有转动)。工具齿条的齿廓可以分别包络出非圆齿轮的齿廓1和2.根据齿廓啮合基本定理,在任一瞬时,齿条齿廓与齿廓1和2的切点是同一切点P,所以齿廓1、2也在该点相切。因此,若抽掉齿条,而让齿廓1直接和齿廓2运动,是能保证节曲线 、 作纯滚动的1。
非圆齿轮的齿廓可以这样形成:在两节曲线间插入一假想的工具齿条,其节圆是直线,并且和节曲线 、 有相同的节点P。当 、 作纯滚动(此时齿条节线既作平移,还有转动)。工具齿条的齿廓可以分别包络出非圆齿轮的齿廓1和2.根据齿廓啮合基本定理,在任一瞬时,齿条齿廓与齿廓1和2的切点是同一切点P,所以齿廓1、2也在该点相切。因此,若抽掉齿条,而让齿廓1直接和齿廓2运动,是能保证节曲线 、 作纯滚动的1。
从上面的原理可以看出,非圆齿轮的齿廓并不像圆齿轮那样是圆的渐开线,各个轮齿的齿廓也不相同。
非圆齿轮加工方法由于非圆齿轮种类较多,形状复杂,所以给制造带来了一定的难度。加工非圆齿轮的方法较多。从形成齿廓的原理分,有成形法与展成法;从加工的方式分有铣齿、插齿、滚齿及线切割等。当前应用最广的是在数控插齿机上,用标准的齿轮插刀加工,或在数控滚齿机上,用齿条形刀具或标准的齿轮滚刀加工。
(1)线切割加工
用计算机计算出各个轮齿的齿廓,并对其进行数控编程,在线切割机床上加工出非圆齿轮。这种方法的优点是,不需要专门的切齿机床和刀具,容易实现。缺点是要逐齿进行计算和编程,费时。这种方法的加工精度,取决于线切割机床和编程工艺的精度。
(2)在铣床上成形铣削
这种方法是在普通的卧式铣床上,用单齿分度法进行成形铣削。所用的刀具就是加工圆齿轮的模数铣刀。它不需要专门的切齿机床及刀具,加工调整也比较容易,所以在单件少量制造非圆齿轮时还有应用。成形铣削的缺点,首先是生产率低,其次是由于只用一把或少数几把模数铣刀加工整个非圆齿轮,不符合非圆齿轮各个轮齿廓形不同的要求,所以齿廓精度低。
(3)用经机械改装的机床加工非圆齿轮
对加工圆齿轮的插齿机、滚齿机进行各种机械式的改装,使工件得到不等速的回转,并改变刀具与工件之间的中心距,以切出要求的非圆齿轮。具体的做法是:先加工一个与被加工齿轮形状完全相同的靠模齿轮或靠模凸轮(凸轮的轮廓曲线与加工的非圆齿轮节曲线相同)。加工时的刀具可以是圆盘形插齿刀。插齿刀的节圆直径应与靠模齿轮相滚动的圆齿轮的节圆相同(或与靠模凸轮相滚动的圆滚轮的轮廓相同)。这样,插齿刀相对于被切齿轮的啮合滚动,决定于圆齿轮与靠模齿轮的啮合滚动,因此就可以切出与靠模齿轮相同的非圆齿轮。这种方法的优点是可以不用特殊的切非圆齿轮的机床,缺点是需要改装机床,很费事,而且加工一种齿轮,就需要一种靠模或凸轮,更换产品很不方便,通用性差,成本高。
(4)数控加工
利用数控齿轮加工机床的柔性,来加工非圆齿轮。合肥工业大学CIMS所在非圆齿轮数控技术的研究与开发上已经积累了较丰富的资料和经验,先后开发了YK53、YK58CNC非圆插齿机、YK3480CNC滚齿机、YK8320CNC铣齿机等各种机床的数控系统1。
非圆齿轮的应用非圆齿轮广泛运用于自动化仪表、解算装置、印刷机械、纺织机械等各种专用机械中,用以实现某种特定的运动要求,或改善运动性能和动力特性。
右图所示为一卧式压力机的主机构示意图,它是在对心曲柄滑块机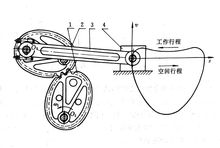 构前串联了一对椭圆齿轮机构组成的。椭圆齿轮机构的引入使机构具有急回特性,节省了空回行程的时间,而且使工作行程的速度比较均匀,改善了机构的受力状况。
构前串联了一对椭圆齿轮机构组成的。椭圆齿轮机构的引入使机构具有急回特性,节省了空回行程的时间,而且使工作行程的速度比较均匀,改善了机构的受力状况。
右图所示为毛纺混条机中导条机构的运动简图。辊子7一方面作回转运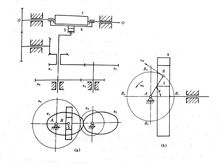 动,同时又可在导条架6的拨动下沿花键轴线OO作往复直线运动。为了使毛条在辊子7上沿轴线OO均匀分布,以获得良好的卷绕成形,要求导条架6的横向往复移动为近似等速运动。由右图(b)可知,导条架6的移动速度为
动,同时又可在导条架6的拨动下沿花键轴线OO作往复直线运动。为了使毛条在辊子7上沿轴线OO均匀分布,以获得良好的卷绕成形,要求导条架6的横向往复移动为近似等速运动。由右图(b)可知,导条架6的移动速度为
 由上式可以看出,要使导条架的移动速度近似等速,必须调整
由上式可以看出,要使导条架的移动速度近似等速,必须调整 ,使其随
,使其随 角的变化而变化,从而保证
角的变化而变化,从而保证 为近似常量。为此,在曲柄前设置了一对椭圆齿轮机构(如图中
为近似常量。为此,在曲柄前设置了一对椭圆齿轮机构(如图中 所示),通过直齿圆柱齿轮
所示),通过直齿圆柱齿轮 ,将运动传给曲柄。只要正确地选择椭圆齿轮的偏心率e,就能使导条架6的横向移动速度v近似等速,从而使毛条获得良好的卷绕成形2。
,将运动传给曲柄。只要正确地选择椭圆齿轮的偏心率e,就能使导条架6的横向移动速度v近似等速,从而使毛条获得良好的卷绕成形2。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国